Download
1 / 0
50 likes | 651 Views
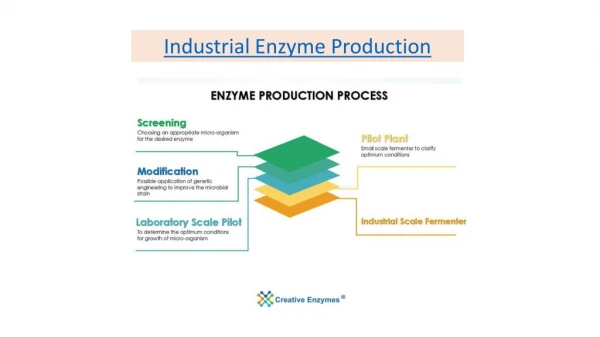
Methods of industrial production. Methods of industrial production. Primary & secondary metabolites Primary metabolites are produced during the growth phase of the microbe. Examples: amino acids, nucleotides, fermentation end products, and many types of enzymes

E N D