Download
1 / 42
520 likes | 1.01k Views
MAE 4261: AIR-BREATHING ENGINES. Additional Topics Mechanical and Aerospace Engineering Department Florida Institute of Technology D. R. Kirk. TURBINE COOLING TRENDS. Thrust and performance increases monotonically with turbine inlet temperature, q t I sp and h thermal also increase

E N D
MAE 4261: AIR-BREATHING ENGINES Additional Topics Mechanical and Aerospace Engineering Department Florida Institute of Technology D. R. Kirk
TURBINE COOLING TRENDS • Thrust and performance increases monotonically with turbine inlet temperature, qt • Isp and hthermal also increase • Because of associated increase in pc • STRONG INCENTIVE TO INCREASE qt • Turbine efficiency decreases • Blade materials: oxidation-resistant, high s, such as Nickel and Cobalt based alloys • Introduction of directionally-solidified and single-crystal blade materials Increase limited by metallurgical progress Most current advancement due to air-cooling
WHERE DOES COOLING AIR COME FROM? Turbine blades cooled with compressor discharge air Other components (burner, liners, disks, etc.) also cooled with compressor air
OVERALL COMMENTS • Cooling air drawn from compressor • Must be at higher pressure than that part of flow path to be cooled • Blades are cooled by combination of internal and external cooling • Internal cooling: Convection driven • External cooling: Film Cooling
COOLING STRATEGIES: INTERNAL COOLING • Cooling air is pumped through inside of blades • Air is pumped in at root and makes multiple passes before exiting at root • Material is cooled by forced convection on inside surface and by conduction through blade • Different regions of blades can have different cooling profiles • Large surface area on inside • Many designs employ roughened internal microfin structure
EXAMPLE OF FILM-COOLING DATA x/D • Cooling Effectiveness, h (often called adiabatic film effectiveness) • Tr = Adiabatic recover temperature = the temperature wall would reach if adiabatic (no heat transfer) in the absence of film cooling • Trf = recovery temperature in the presence of film cooling
TREMENDOUS AMOUNT OF DATA AVAILABLE B ≡ (rU)jet / (rU)∞ ~ 0.5 B ≡ (rU)jet / (rU)∞ ~ 1.0
2780 1800 2492 1640 2204 1480 1916 1320 1628 1160 1340 1000 1052 840 764 680 476 520 188 360 200 -100 °F K COOLING JET BEHAVIOR: CFD Attached Jet: B ≡ (rU)jet / (rU)∞ ~ 0.5 A-A: x/D = 10 A-A Lifted Jet: B ≡ (rU)jet / (rU)∞ ~ 2.0 A-A x/D = 10
COOLING STRATEGIES: TRANSPIRATION COOLING • Wire cloth or mesh is used for exterior of blade and air is leaked uniformly through it • Consists of a plurality of wires made of metal, ceramic or other materials, and arranged with their longitudinal axes generally and not necessarily precisely, parallel to the blade axis, either with or without a stiffener insert • Ample porosity is provided for transportation cooling • Cools surface and provides a protective layer
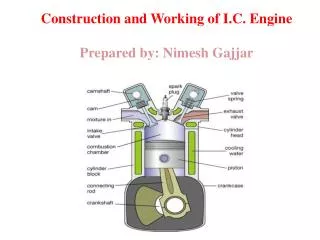
HOW TO DESIGN COOLED BLADES One of the most difficult areas of gas turbine design • Estimate wall heat flux (qw) over blade surface for specified wall temperature (Tw) • Find thermal stresses in the skin • Find the reduction in qw required to limit stresses to acceptable values → find h required of film cooling • Find the arrangement of cooling holes and cooling air flow for film cooling to provide the required effectiveness • Find the internal cooling airflow to absorb residual qw
ENGINE MATERIALS • Different materials used in Rolls-Royce jet engine • Blue: titanium is ideal for strength and density, but not at high temperatures • Red: nickel-based superalloys • Orange: steel used for the static parts of the compressor • Green: Composite
ADDITIONAL ISSUES AND BLADE TESTING • Other Issues • High Cycle Fatigue • Materials • Manufacturing • Containment of Blade • Disk Rupture • Sealing • Tip and Hub Losses • Turbine Cooling Bleed • Inspection • Replacement Parts ($) ‘Blade-Out’ Simulation
BLADE MATERIALS AND GROWTH • Although blade cooling can reduce temperatures, heat transfer limitations still exist and ht↓ • Conventionally cast blades (inexpensive) • Myriad of crystals which gives multidirectional mechanical properties • Failure usually at boundary between crystals, long term creep • Directionally solidified blades (cost ↑) • Blade is comprised of many long or columnar crystals • Blade made out of a Ni-base super alloy • Directionally-solidified, resulting in a columnar grain structure which mitigates grain-boundary induced creep • Single crystal blades (cost ↑ ↑ ↑) • No crystal boundaries • Multidirectional mechanical properties • Blade is directionally-solidified to permit only one crystal to grow into blade
BLADE AND VANE MANUFACTURING (FLACK) • Two-piece die made that is very accurate “negative” of eventual blade shape (used thousands of times). • If blade is hollow, ceramic core in exact shape of internal passages placed in die. Ceramic core is “negative” of passages. • Die is filled with hot paraffin-based wax (liquid), and wax is allowed to cool and harden. Waxes are chosen so that they do no shrink upon cooling. • Die is separated and wax piece is removed. Wax is now an exact replica of eventual metal blade. If eventual blade is hollow, ceramic core is still in wax replica. • Wax blade is coated (by dipping, spraying, or both) with a slurry and then stucco with multi-layers. A silica, alumina, or other ceramic “flour”, or a combination of these is used to create stucco shell. • Wax inside of stucco shell is melted and escapes through exit holes. If blade is to be hollow, ceramic core remains accurately in place in stucco shell. • Stucco shell, which is heat resistant, is filled with blade material and blade material is allowed to cool. • Stucco shell is removed from blade by air or sand blasting. • If hollow core is present, ceramic core is removed by immersion in a caustic solution that dissolves internal ceramic core. • Finishing or trimming accomplished by removing any metal used for holing blade in place. • Blades are inspected by X-ray and fluorescing surface die for internal and surface defects. If minor defects are found, they are repaired. If major imperfections are found, blade is discarded. • Some blades are coated with a very thin film of a poor heat conductor (usually ceramic) • Any surface holes for film cooling are “drilled” using precise, electrochemical, electrodischarge, waterjet, or laser machining • Some machining may be needed on root (fir tree) for placement on wheel or drum. After this expensive and long multi-step process, blades are ready for installation.
HIGH FUEL TO AIR PROBLEM / CHALLENGE • To increase specific thrust, future engines will increase overall fuel-air ratios • JSF affected Flow Direction JSF Compressor Combustor Turbine F119
PHENOMENOLOGICAL OVERVIEW PW229 SURFACE HEAT FLUX IMPACT EMISSIONS INTO TURBINE EXHAUST MIGRATION
RESEARCH QUESTIONS • What is impact to turbine surfaces due to secondary reactions? • What is change in surface heat flux due to a local reaction over a range of operating conditions • What is influence of blowing ratio, B? • What is influence of the total fuel content, E? • What is influence of flow and chemical time scales, Da = tflow/tchem? • Etc… • What if you knew answers? • How do you use this information? • How to incorporate into a design system framework?
EXPERIMENTAL INVESTIGATION Fuel rich air flow Air-Side Injection Heat Flux Gauges Nitrogen-Side Injection
EFFECT OF LOCAL REACTIONB = 1.0, Da = 13, CO = 65,000 ppm (Moderate Energy Content) Downstream Upstream 25% augmentation over inert side Cooled side injection agrees to within 10% of literature values and correlation
2780 1800 2492 1640 2204 1480 1916 1320 1628 1160 1340 1000 1052 840 764 680 476 520 188 360 200 -100 °F K CFD STUDY: B = 0.5 (ATTACHED JET) TOTAL TEMPERATURE CONTOURS — Tflame = 1840 K Da < 1 Maximum Temperature = 1200 K, 0 % of potential (cold flow) A-A A-A: x/D = 10 Da > 1 Maximum Temperature = 1715 K, 80 % of potential Note maximum wall heat release at z/D = +/- 0.5 x/D = 10
2780 1800 2492 1640 2204 1480 1916 1320 1628 1160 1340 1000 1052 840 764 680 476 520 188 360 200 -100 °F K CFD STUDY: B = 2.0 (LIFTED JET) TOTAL TEMPERATURE CONTOURS — Tflame = 1840 K Da < 1 Maximum Temperature = 1200 K, 0 % of potential (cold flow) x/D = 10 Da > 1 Maximum Temperature = 1683 K, 75 % of potential x/D = 10 Note maximum wall heat release at z/D = 0.0
2500 2100 1700 1300 900 K IN-LINE AND STAGGERED HOLE GEOMETRIES Numerical studies extended to engine conditions B = 1.0, Da = 0.3, H* = 0.54, Qs ~ 0% B = 1.0, Da = 0.3, H* = 0.54, Qs ~ 70% Staggered hole (z/D~3) at low B (0.5-1.0) provides ‘good’ surface protection: burning is kept off-surface, h > 0.15
ENGINE BEARINGS AND ARRANGEMENTS • Engines are unusual among engineering structures in that such a large fraction of their total mass is rotating at high speed • This large rotating mass must be supported on bearings to maintain close clearances between blade tips and stationary casing • On order of 1 mm on a rotor of 1 m diameter, or 1 part in 103 • All existing engines use ball and roller bearings to support the rotating assemblies
BEARING TYPES • Each rotating spool is supported by one ball bearing • Positions spool axially • Absorbs radial loads • Each rotating spool also supported by one or more roller bearings • Accepts radial loads • Allows axial movements to accommodate thermal expansion and structural deformations • Also provides location for squeeze films for damping • Increases speed at which rotor can operate • Decreases vibrations
ADDITIONAL EXAMPLES: THERMAL STRESSES • Beam constrained by two unmovable walls • Heat added at some location • When material gets hotter, volume expands (thermal expansion) • But no room for body to move since constrained by both walls • Compressive stress is induced in material to produce a strain that cancels thermal expansion • If body is locally cooled → thermal contraction → induced tensile stress
ZOOM IN TO SEE DETAILS Bearing locations Mechanism to vary compressor stator angles
ROTATING SHAFT DYNAMICS: SIMPLE MODELS Simplified spring mass damper model Very large amplitudes possible if near critical frequencies