Download
1 / 27
270 likes | 455 Views
Process Optimization for R -PAC Production. N. Leksawasdi 1 , M. Breuer 2 , B. Hauer 2 , P.L. Rogers 1 , B. Rosche 1. 1 BABS, UNSW, Sydney, NSW, 2052, Australia. 2 BASF-AG, 67056 Ludwigshafen, Germany. What is R-PAC. R-PAC is for R - P henyl- A cetyl- C arbinol.

E N D
Process Optimization for R-PAC Production N. Leksawasdi1, M. Breuer2, B. Hauer2, P.L. Rogers1, B. Rosche1 1BABS, UNSW, Sydney, NSW, 2052, Australia 2BASF-AG, 67056 Ludwigshafen, Germany
What is R-PAC • R-PAC is for R-Phenyl-Acetyl-Carbinol • Precursor for production of ephedrine & pseudoephedrine; used to treat asthma and flu symptoms
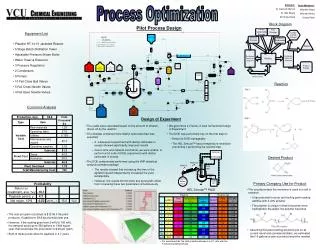
Process of model development • Theoretical for general model structure • Experimental for model structure modification & evaluation of constants • Combined theoretical & experimental • Confirmation of model by independent batch biotranformation profile • Optimization by designing feeding profile for fed batch system
Theoretical model development According to King and Altman (1956) Full form Simplified form
Theoretical model Product Reactants By-products
Experimental model development Quantification of kinetics • Enzyme activity • Substrate concentrations • Enzyme deactivation effect • Batch biotransformations for Overall rate of R-PAC formation Rate constants of by-products formation
Kb = 1 x 10-4 mM-1.34 h = 2.34 [Benzaldehyde] effect Monod-Wyman-Changeux (MWC) Model R2 = 0.9963
[Pyruvate] effect Michaelis – Menten kinetics Model R2 = 0.9973 Km = 10.6 mM
Enzyme deactivation effect 0 mM 60 mM Bz
120 100 0 mM 80 Relative enzyme activity (%) 60 40 20 200 mM 0 0 20 40 60 80 100 120 140 Time (h) Enzyme deactivation by benzaldehyde R2 = 0.9827
Enzyme deactivation effect Kd1 = 2.64 x 10-3 h-1 kd2 = 1.98 x 10-4 mM -1 h-1 tlag = 5.23 h
Overall rate constant & by-product rate constants determination Independent prediction and confirmation k2, Vq, Vr
Batch biotransformation R2 = 0.9857
Batch biotransformation R2 = 0.9981
Overall & by-products rate constants Overall rate constant (k2 ) = 24.8 mmol h-1 U-1 Acetaldehyde rate constant (Vq ) = 0.0156 h-1 (U/ml) -1 Acetoin rate constant (Vr ) = 0.00251 h-1 (U/ml) -1 mM-1
Confirmation of simulation R2 = 0.9953
Model application in fed-batch system • Suggestion of substrates level to be maintained for optimum R-PAC production • Pulse feeding can be designed to achieve optimum R-PAC production • Prediction of fed-batch biotransformation profile
Simulation for prediction of optimum substrate level Hourly feed 1.2 Pyr/Bz Initial Volume 1.00 L 4.0 U/ml PDC
Feeding profile for 90 mM Bz, 108 mM Pyr Hourly feed 10.3 M Bz Hourly feed 1.4 M Pyr Initial Volume 1.00 L
Predictive fed-batch profile 89 mg/U Initial Volume 1.00 L Final Volume 3.39 L
Conclusions • Model provides good prediction for batch biotransformation system • Model suggests substrate levels in the range of 90 mM Bz & 108 mM Pyr to be maintained in fed-batch system • Potential for 8-fold higher R-PAC per U than in batch system but verification by experiment is necessary Note : Possible additional effects of inhibition (high R-PAC, acetaldehyde conc.) and inactivation (benzaldehyde droplets) may need to be considered
Royal Thai Government, BASF-AG • Professor Peter L. Rogers, Dr. Bettina Rosche • Dr. Vanessa Sandford • Dr. Russell Cail & Malcolm Noble • Dr. Christopher Marquis • Wolfgang Nittel, Sue Jackson • Martin Zarka & Tony Gellert • Mallika Boonmee, Alan Rushby • Lia, Allen, Cindy, Onn, Ronachai, Apple Acknowledgements