Download
1 / 23
230 likes | 345 Views
IFE Dry Chamber Wall Designs. A. R. Raffray and F. Najmabadi University of California, San Diego Laser IFE Materials Working Group Meeting University of California, Santa Barbara August 30, 2001 For more info, please visit the ARIES web site: http://aries.ucsd.edu/ARIES/.

E N D
IFE Dry Chamber Wall Designs A. R. Raffray and F. Najmabadi University of California, San Diego Laser IFE Materials Working Group MeetingUniversity of California, Santa BarbaraAugust 30, 2001 For more info, please visit the ARIES web site:http://aries.ucsd.edu/ARIES/ A. R. Raffray, IFE Dry Chamber Wall Designs
Outline of Presentation • Dry Chamber Wall Design • Must satisfy conflicting requirements set by operation and performance of different components • Dry Chamber Wall Options • Armor is Key Region - Blanket design can be adapted from MFE blankets • Candidate Armor Materials and Configurations • C, W, Engineered surface (fibrous surface), others • Example thermal analyses • Key Material Issues • Use of very thin armor on structural material to separate energy accommodation function from structural function • Surface and near-surface properties under pulsed conditions (ion and neutron fluxes and fluence) • Armor fabrication and bonding • Erosion • Armor lifetime and need for in-situ repair • Tritium retention issues • Must consider other armor options besides C • Must prioritize material R&D - make the most of information from MFE and focus on key IFE issues A. R. Raffray, IFE Dry Chamber Wall Designs
• Power production Laser Energy, Gain, Rep. Rate • Wall lifetime Chamber Size • Material temperature constraint • Chamber clearing • Capital cost • Cycle efficiency • Wall lifetime Coolant Temperature Chamber Gas Pressure • Target thermal control • Wall lifetime • Target thermal control • Laser breakdown • Chamber clearing Requirements from Several Components and Processes Must be Balanced in Evolving IFE Chamber Design Tout Laser Driver HX to Power Cycle Target Injection Tin A. R. Raffray, IFE Dry Chamber Wall Designs
Target Thermal Control Requirements on Wall Temperature and Chamber Gas Pressure • Analysis of design window for successful injection of direct and indirect drive targets in a gas-filled chamber (e.g., Xe) • No major constraints for indirect-drive targets. • Narrow design window for direct-drive targets (Pressure < ~50 mTorr, Wall temperature < 700 °C) A. R. Raffray, IFE Dry Chamber Wall Designs
Laser Beam Propagation and Breakdown Sets Requirement on the Chamber Gas Pressure for a Given Laser Intensity • The chamber environment following a target explosion contains a hot, turbulent gas which will interact with subsequent laser pulses. • Gas breakdown may occur in the vicinity of the target where the beam is focused. • A better understanding of the degree of gas ionization and the effects on beam propagation is needed (under study at UCSD). A. R. Raffray, IFE Dry Chamber Wall Designs
Outline of Presentation • Dry Chamber Wall Design • Must satisfy conflicting requirements set by operation and performance of different components • Dry Chamber Wall Options • Armor is Key Region - Blanket design can be adapted from MFE blankets • Candidate Armor Materials and Configurations • C, W, Engineered surface (fibrous surface), others • Example thermal analyses • Key Material Issues • Use of very thin armor on structural material to separate energy accommodation function from structural function • Surface and near-surface properties under pulsed conditions (ion and neutron fluxes and fluence) • Armor fabrication and bonding • Erosion • Armor lifetime and need for in-situ repair • Tritium retention issues • Must consider other armor options besides C • Must prioritize material R&D - make the most of information from MFE and focus on key IFE issues A. R. Raffray, IFE Dry Chamber Wall Designs
Photon and Ion Attenuations in C and W Slabs from NRL Direct Drive Target Spectra (154 MJ) ~ 0.1 mm Armor Structural Material 3-5 mm Coolant Armor is Key RegionAll the Action Takes Place within 0.1-0.2 mm of Surface • Photon and ion energy deposition falls by 1-2 orders of magnitude within 0.1 mm of surface • Because of thermal capacity of armor, FW structure experiences much more uniform q’’ and quasi steady-state temperature • Most of neutrons deposited in the back where blanket and coolant temperature will be at quasi steady state due to thermal capacity effect • Focus IFE effort on armor design and material issues • Blanket design can be adapted from MFE blankets Depth (mm): 0 0.0213 Typical T Swing (°C): ~1000 ~300~10~1 A. R. Raffray, IFE Dry Chamber Wall Designs
Blanket & First Wall Segment Example of Adapting an MFE Blanket Design to IFE • Variation of ARIES-AT blanket • High performance blanket with possibility of adjusting wall temperature to satisfy target thermal control requirement • Simple, low pressure design with SiCf/SiC structure and Pb-17Li coolant and breeder. • Innovative design leads to high Pb-17Li outlet temperature (~1100oC) while keeping SiCf/SiC structure temperature below 1000oC leading to a high thermal efficiency of ~ 55%. • Plausible manufacturing technique. • Very low afterheat. • Class C waste by a wide margin. • Modular blanket for ease of replacement. A. R. Raffray, IFE Dry Chamber Wall Designs
Candidate Dry Chamber Armor Materials • Carbon (considered for SOMBRERO) - High temperature capability - Key tritium retention issue (in particular co-deposition) - Radiation effects on properties - Erosion (several mechanisms; effects of IFE conditions - pulsed operation, radiation...) - Fabrication - Bonded layer or integrated with structural material? - Safety • Tungsten & Other Refractories - Melting concern - Fabrication/bonding and integrity under IFE conditions • Engineered Surface to Increase Effective Incident Area - e.g. C fibrous carpet - With C, still tritium retention issue - Possibility of coating fiber with W - Requirement on fiber thermal conductivity - negative effect of neutron irradiation • Others? A. R. Raffray, IFE Dry Chamber Wall Designs
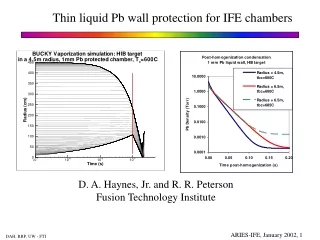
3-mm thick W Chamber Wall Coolant at 500°C Energy Front Evaporation heat flux B.C at incident wall Convection B.C. at coolant wall: h= 10 kW/m2-K Example Temperature History for Tungsten Flat Wall Under Energy Deposition from NRL Direct-Drive Spectra Including Time-of-Flight Effects • Temp. variation mostly in thin armor region • Key issue for tungsten is to avoid reaching the melting point = 3410°C • Significant margin for design optimization • Similar margin for C slab • Coolant temperature = 500°C • Chamber radius = 6.5 m • Maximum temperature = 1438 °C Armor surface 20mm depth Coolant A. R. Raffray, IFE Dry Chamber Wall Designs
Consider Engineered Surface Configuration for Improved Thermal Performance • Porous Media - Carbon considered as example but could also be coated with W - Fiber diameter ~ diffusion characteristic length for 1 ms - Increase incident surface area per unit cell seeing energy deposition jincident Aincident L jfiber= jincident sin q Q ESLI Fiber-Infiltrated Substrate Large fiber L/d ratio ~100 A. R. Raffray, IFE Dry Chamber Wall Designs
Single Carbon Fiber 1 mm 10mm Convection B.C. at coolant wall: h= 10 kW/m2-K Temperature Distribution in Fiber Tip at 2.5 ms Coolant at 500°C Max. Temp. = 1318°C Example Thermal Analysis for Fiber Case • Incidence angle = 30° • Porosity = 0.9 • Effective fiber separation = 54 mm • Sublimation effect not included A. R. Raffray, IFE Dry Chamber Wall Designs
Summary of Thermal Results for Carbon Fibrous Wall without Protective Gas Coolant temperature = 500 °C; Energy deposition multiplier = 1 Porosity Fiber Effective Incidence Maximum Temp. Separation (mm) Angle (°) (°C) 0.8 29.6 5 654 0.8 29.6 30 1317 0.8 29.6 45 1624 0.9 54 30 1318 C flat wall as comparison: 1530 • Initial results indicate that for shallow angle of incidence the fiber configuration perform better than a flat plate and would provide more margin (confirmed by initial results from RHEPP/MAP facility on ESLI sample) • Optimization study is under way A. R. Raffray, IFE Dry Chamber Wall Designs
Outline of Presentation • Dry Chamber Wall Design • Must satisfy conflicting requirements set by operation and performance of different components • Dry Chamber Wall Options • Armor is Key Region - Blanket design can be adapted from MFE blankets • Candidate Armor Materials and Configurations • C, W, Engineered surface (fibrous surface), others • Example thermal analyses • Key Material Issues • Use of very thin armor on structural material to separate energy accommodation function from structural function • Surface and near-surface properties under pulsed conditions (ion and neutron fluxes and fluence) • Armor fabrication and bonding • Erosion • Armor lifetime and need for in-situ repair • Tritium retention issues • Must consider other armor options besides C • Must prioritize material R&D - make the most of information from MFE and focus on key IFE issues A. R. Raffray, IFE Dry Chamber Wall Designs
Armor Material Issues • Armor material does not need to be the same as structural material - Actually, separating energy accommodation function from structural function is beneficial - Focus on surface and near-surface properties under pulsed conditions (ion and neutron fluxes and fluence) • Armor fabrication and bonding - Integrity - Ability to accommodate pulsed operation A. R. Raffray, IFE Dry Chamber Wall Designs
Armor Erosion • Lifetime is a Key issue for Armor - Even erosion of one atomic layer per shot results in ~ cm erosion per year - Need to better understand molecular surface processes - Need to evolve in-situ repair process - Several erosion mechanisms in particular for carbon - Major uncertainties in estimating sublimation based on vapor pressure for carbon because of difficulty of predicting atomic cluster size of sublimating carbon A. R. Raffray, IFE Dry Chamber Wall Designs
1. Several Erosion Mechanisms Must Be Considered for the Armor 2. Tritium Co-Deposition is a Major Concern for Carbon Because of Cold Surfaces (Penetration Lines) From the ARIES Tritium Town Meeting (March 6–7, 2001, Livermore (IFE/MFE Discussion Session): (http://joy.ucsd.edu/MEETINGS/0103-ARIES-TTM/) • Carbon erosion could lead to tritium co- deposition, raising both tritium inventory and lifetime issues for IFE with a carbon wall. Redeposition/co-deposition requires cold surfaces which would exist in the beam penetration lines and pumping ducts. (For H/C=1, 60 g T per 1mm C for R=6.5 m) • Macroscopic erosion might be a more important lifetime issue than sputtering and sublimation for IFE operating conditions for high energy ions (>>1 keV) • R&D effort should be prioritized • Must Consider Alternate Options for Armor (e.g. W) A. R. Raffray, IFE Dry Chamber Wall Designs
Conditions Assumed for ITER ELM’s, VDE’s and Disruptions Compared to Conditions Associated with a Typical Direct Drive Target IFE (latest NRL target) • We should make the most of existing R&D in MFE area (and other areas) since conditions can be similar within ~1-1.5 order of magnitude (ELM’s vs IFE) • Contact established and initial meeting with Dr. G. Federici (ITER, Garching), Prof. H. Bolt (IPP, Garching (ASDEX)) and Dr. B. Schedler (Plansee, Austria) A. R. Raffray, IFE Dry Chamber Wall Designs
Summary of some key points from discussion with Plansee (Austrian manufacturer of refractory-based material) to discuss their experience from MFE and its possible application to IFE Contact person: Dr. Bertram Schedler I. Testing of W and W/Rhenium Samples • Fatigue tests of 107 cycles at a maximum temperature of ~1000°C with a 150Hz rotating anode were performed on W and W/rhenium alloy samples. Microcracks induced by stress relief were observed on the surface. • These tests indicated that adding 5-10% of rhenium to W would provide better resistance against cracking, but at the expense of lower thermal conductivity. • Also, rhenium can be added to W to increase thermal expansion coefficient if required by thermal expansion mismatch at bond with CFC (or SiC but SiC thermal expansion coefficient is close to that of W). • A porous structure (5-20% porosity) might help diffuse the stresses by small propagation of micro cracks without catastrophic damage. A. R. Raffray, IFE Dry Chamber Wall Designs
Summary of some key points from discussion with Plansee (Austrian manufacturer of refractory-based material) to discuss their experience from MFE and its possible application to IFE II. Fabrication procedures • Physical Vapor Deposition (atomic deposition from sputtering) provides a highly dense non-columnar deposit of pure W and pure rhenium on CFC. Typical thicknesses would be about 25-120 microns. Higher thicknesses are possible but takes a long time and are not attractive economically. • PVD process could also be used for W and rhenium on SiC/SiC (CVD could also be used at ~650°C) • Vacuum plasma spraying could be used for higher thicknesses (200-500 microns). • PVD coating survived up to 12 MW/m2 at the Jülich facility (sweeping e-beam) A. R. Raffray, IFE Dry Chamber Wall Designs
Summary of some key points from discussion with Plansee (Austrian manufacturer of refractory-based material) to discuss their experience from MFE and its possible application to IFE III. W Bonding to C and/or SiC • A key problem with W bonding to C (or SiC) is carbide formation at interface between W and C (or SiC). It would lower the thermal conductivity and reduce ductility. For example at 1400°C over 5 hours, 10-20 microns of WC was formed at the interface. • One improvement is to avoid carbide formation by using a thick W layer to maintain low enough temperature at the interface (<900°C), or by multilayer coating (about 5 microns of rhenium/W multilayers) to prevent diffusion of carbon to W interface (patented process from Plansee) • SiCf/SiC is preferred to CFC mostly based on its oxidation protection as compared to CFC (~700°C) • SiC and W are not stable at high temperature. They form a WSi eutectic with 10% W in Si which melts at 1400°C (much lower than pure W ~ 3410°C). 0.7-22% of C in W also reduces the melting point to ~2710°C. • To avoid eutectic melting the interface SiC/W temperature should be maintained < ~1300°C. However, diffusion reaction forming brittle intermetallic phase of WSi and possible carbide formation would still occur, necessating the use of a diffusion barrier. A. R. Raffray, IFE Dry Chamber Wall Designs
Summary of some key points from discussion with Plansee (Austrian manufacturer of refractory-based material) to discuss their experience from MFE and its possible application to IFE IV. Behavior under IFE Conditions • It is very difficult to predict the thermo-mechanical behavior of a thin tungsten layer on SiCf/SiC or CFC under the cyclic nature of IFE operation (~1500-2000°C peak temperature, ~10Hz) and under the high energy (~ 100 keV) ion flux and neutron fluence expected. • General interest in follow-on meetings on an ad-hoc basis A. R. Raffray, IFE Dry Chamber Wall Designs
Concluding Remarks • HAPL material R&D should focus on issues specific to inertial fusion - Final Optics - Armor - Pulsed neutron-irradiation effects • Developing a dry wall chamber requires a coordinated effort - Engineering - Design integration - Material • Armor R&D - Maximize information from and synergy with MFE effort on PFC armor - Also use MFE data base on blanket and structural material - Prioritize R&D - Focus on feasibility issues first - Develop in-situ repair processes - C: tritium retention issue (if this cannot be solved, other issues are irrelevant) - W armor: Fabrication/bonding of W layer on structural material; cyclic testing of mock up A. R. Raffray, IFE Dry Chamber Wall Designs