Download
1 / 40
430 likes | 913 Views
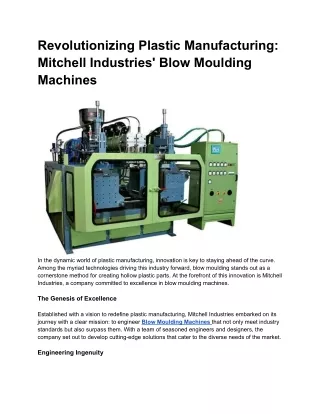
BLOW MOULDING. BY M. PEER MOHAMED. BLOW MOULDING A process to Produce Hollow Products like bottles, containers, jars and jerrycans from thermoplastics. Advantages Moulding extremely irregular (reentrant) curves Low stresses in the product Possibility of variable wall thickiness

E N D
BLOW MOULDING BY M. PEER MOHAMED
BLOW MOULDING • A process to Produce Hollow Products like bottles, containers, jars and jerrycans from thermoplastics. • Advantages • Moulding extremely irregular (reentrant) curves • Low stresses in the product • Possibility of variable wall thickiness • Use of polymers with high chemical resistance • Favourable processing costs • Required pressure levels of 25 to 150 psi and with some resins 200 to 300 psi. But Injection Moulding requires 2000 to 30,000 psi and hence development of high internal stresses.
Materials Used • Small parts, under 5 litres, • Polyolefines (LDPE,HDPE,PP ) • polyvinyl Chloride (PVC) • Polyacrylonitrile (PAN) • Polystyrene (PS) • Styrene Acrylonitrile (SAN) • Polyester (Saturated , PET) • Large parts, over 5 litres including technical parts, • Poly olefines (HDPE / PP) • Polycarbonate (PC) • Polyacetal (POM) • Polyamides (PA) • Polyvinylidene Fluoride (PVDF)
TYPES OF BLOW MOULDING 1. Extrusion Blow Moulding (EBM) which pricipally uses an unsupported parison (75% usages) 2. Injection Blow Moulding (IBM) which principally uses a preform supported by a metal core pin (25% usages). 3. Stretch Blow Moulding either EBM or IBM to obtain bioriented products.
Extrusion Blow Moulding • Extruding a parison and Blowing the same. • Machinery • 1. An Extruder • 2. A die head and • 3. A Blow Mould • Process • Melting the Plastics in an Extruder. • Forming the parison (A hot plastics tube). • Clamping the two mould halves around the parison and keeping closed. • Inflating the parison inside the Blow (female) mould. • Cooling of the expanded parison • Opening the mould and ejecting the product.
Advantages • High rate of production. • Low tooling costs. • Incorporation of blown handle ware. • A wide selection of machine manufacturers. • Disadvantages • Higher Scrap Rate. • Use of recycled scrap. • Limited wall thickness control.
Few Points • The die head can have one or more openings and hence one or more parison can be extruded. • The size and weight of the product dictates whether an accumulator is required or not. • - Usually a blow pin is located opposite the pinched end of the tube and compressed air inflates the parison. • The compressed air can enter through (1) the extrusion die mandrel or (2) through a blow pin or (3) through blowing needles that pierce the parison. • The wall distribution and thickness of the blown part are controlled by parison programming, the blow ratio and part configuration. • The mold clamping can be hydraulic and/or toggle. • For cooling Co2 systems, air chillers can be used.
Parison Programming By Electronic Parison Programming. (Orifice modulation method) in which the die is fitted with hydraulic positioner that allows positioning of the inside die diameter during parison drop. The OD to ID relationship of the tapered die orifice opening is versed in a programmed manner to increase or decrease the parison wall thickness. Parison Swell After leasing the die, the melt – which has been under shear pressure – undergoes relaxation that causes cross-sectional deformation or swell which is called as parison swell.
Average parison swell for few commodity plastics PlasticsSwell, present HDPE (Phillips) 15 - 40 HDPE (zeigler) 25 - 65 LDPE 30 - 65 PVC (rigid) 30 - 35 PS 10 - 20 PC 5 - 10
Pinch-Off The pinch-off is the very critical part in a Extrusion Blow Mould where the parison is squeezed and welded together requiring good thermal conductivity for rapid cooling and good toughness to ensure long production runs. Types 1. Double angle pinch-off with 45 angles and 0.010 in land. 2.Double angle shallow pinch-off with 15 angles and 0.010 in land. 3.Pinch-off with a dam.
Parison Blowing Air is used to blow the parison tube against the mold walls. It does 3 functions -It expands the parison against the mould. -Exerts pressure on the expanded parison to product surface details. -Aids in cooling the blown parison.
EXTRUSION BLOW MOULDING I.CONTINUOUS EXTRUSION II.INTERMITTENT EXTRUSION
I. CONTINUOUS EXTRUSION • The extruder will be in operation continuously and parison will be produced continuously. • Horizontal rotary wheel • Vertical rotary wheel • Shuttle continuous extrusion
HORIZONTAL ROTARY WHEEL • §Uses continuously extruded parisons • §The moulds are mounted and indexed to the extrusion head where the moulds pickup the parison and transfer it to a second station for the introduction of a pin to blow the bottle. • §Multiple moulds are mounted on a large wheel and one extruder and one parison feeds the moulds.
VERTICAL ROTARY WHEEL §Uses continuously extruded parisons §Uses one extruder with multiple moulds §The moulds pick the parison and moves around the axes of the wheel to blow the container, cool it and discharge it. §The continuously extruded parison run like a tube and not cut individually for moulds.
SHUTTLE CONTINUOUS EXTRUSION • §The extruder and parison head are located in the center and the moulds are mounted to each side. • §The moulds shuttle to the parison, pick off the parison and move back to their original position. • §This method led to the development of calibrated neck finish otherwise known as compression moulded neck finish. • § Suitable for processing of PVC
INTERMITTENT EXTRUSION §Uses a reciprocating screw extruder similar in operation to injection moulding. §The extruder melts and accumulates molten resin at the end of the barrel while the screw retracts to allow for this accumulation of plastic. The moulds are mounted on a platen that only opens and closes and discharges the bottle. The screw moves forward and forces the plastics through a manifold to several extrusion heads as described above to form parisons for various moulds. This method provides high speed production from a single machine. By placing the blow pin in the centre of the extrusion head bottleswith a calibrated neck finish are produced. §This method is very suitable for polyolefins.
INJECTION BLOW MOULDING §Injecting a preform and Blowing the same. Process Steps ðHot melt in exact amounts is injected through an injection moulding machine nozzle into one or more preform cavities. Hot liquid is circulated through mould heating channels around the preform cavity and the required preform temperature is achieved. ðThe two part mold opens and the core pin carries the hot plastic to the second stage blow mold station. ðUpon mold closing, air is introduced via the core pin and the platic blows out and contacts the mold cavity surface. ðThe product cools and the blow mould opens and the product is ejected.
Advantages 1.Bottle necks of varying shapes, sizes and wall thickness can be precisely molded,Free of flash. 2.The wall thick nesses of a hollow body can be predetermined exactly. 3.There is no seam on the bottom. 4.There is no regrind to contend with, other than that generated on state-up and rejected parts, because there is no neck on bottom trim. 5. It can be used to blow mold almost any type of plastics that can be injection molded.
Disadvantages 1.High change-over costs from one part to another. This is caused by the large number of molds and core pins required. 2.Size limitations on parts which can be made by blow molding. 3.Tooling costs are almost double that of extrusion blow molding.
STRETCH BLOW MOULDING *Biaxial Orientation Blow Moulding. *The container is stretched radially by the blow air and vertically by a mechanical stretch rod. Advantages -Better Strength -Better Clarity -Increased Impact Strength -Improved gas and water vapour barrier -Reduced Creep
Materials used PET PAN PVC PP ABS ACETALS PS Machine Categories (i)In-line machines (ii) Two-stage machines
Inline machines In this process an extruded or injection moulded parison passes through conditioning stations which bring it to the proper orientation temperature and then stretched and blown in a final stage blow mould. Advantages 1.Heat history is minimized (important for heat- sensitive materials like PVC and PET ) 2.The preform can be programmed for optimum material distribution when maintained under continuous control.
Two-stage machines In this process the extruded or injection moulded preforms that have been cooled are conveyed through an oven which reheats them to the proper orientation-blow temperature. Advantages 1.Minimized scrap production 2.Improved thread finish 3.Higher output rates 4.The capability to stockpile preforms, eliminating dependency between preform and bottle machinery.
TYPES OF STRETCH BLOW MOULDING • *Injection Stretch Blow Moulding. • *Extrusion Stretch Blow Moulding. • EXTRUSION STRETCH BLOW MOULDING • Suitable for processing of PVC, PET. • Process • § Extruding a parison. • § Converting the parison into a preform. • § Blowing and stretching the preform in the final blow mould.
. • EXTRUSION STRETCH BLOW MOULDING • Suitable for processing of PVC, PET. • Process • Extruding a parison • Converting the parison into a preform. • Blowing and stretching the preform in the final blow mould.
INJECTION STRETCH BLOW MOULDING Suitable for processing of PET Process §Injecting a preform. §Reheating the preform if necessary. §Blowing and stretching of the preform in the final blow mould.
Guide for Air Blowing Pressure PLASTICPRESSURE (Psi) Acetal 100-150 PMMA 50-80 PC 70-150 LDPE 20-60 HDPE 60-100 PP 75-100 PS 40-100 PVC (rigid) 75-100 ABS 50-150