Download
1 / 46
460 likes | 603 Views
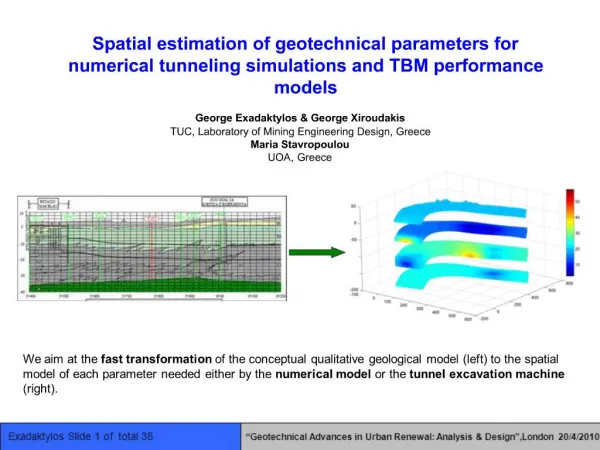
Models for Predicting Bed-Related CFB Performance Parameters. Pete Rozelle U.S. Department of Energy ARIPPA, May 23, 2006. Some CFB Plant Issues Related to Solids Characteristics and Flows. Undersized Bottom Ash Equipment. Some CFB Plant Issues Related to Solids Characteristics and Flows.

E N D
Models for Predicting Bed-Related CFB Performance Parameters Pete Rozelle U.S. Department of Energy ARIPPA, May 23, 2006
Some CFB Plant Issues Related to Solids Characteristics and Flows Undersized Bottom Ash Equipment
Some CFB Plant Issues Related to Solids Characteristics and Flows Excessive Upper Combustor Temperature (Delta P Too Low) Undersized Bottom Ash Equipment
Some CFB Plant Issues Related to Solids Characteristics and Flows Excessive Limestone Consumption Excessive Upper Combustor Temperature (Delta P Too Low) Undersized Bottom Ash Equipment
Two Items to be Covered Today • Bottom Ash Flow Rate • Based on Readily Measured Fuel Properties • Limestone Consumption • Based on Ash and Limestone properties • Both of the Above • Based on Boiler Operating Parameters (DCS Data) • Boiler Solids Partition Function
Solids Flows in Mineral Processing Physical Separation Equipment Product Stream Separation Stimulus Feed Stream Tailings Stream
Quantifying the Separation by a Coal Preparation Circuit: the Partition Function k(y) is the mass fraction of particles of specific gravity y that reports to the coal stream The sum of each gravity interval times k(y) is the clean coal yield.
Applying the Partition Function to a CFB Boiler kd(x) is the mass fraction of particles of ash size interval x that reports to bottom ash stream The sum of each size interval times kd(x) is the bottom ash flow rate.
What is Needed to Develop a Partition Function for a Boiler • Flyash and Bottom Ash Size Analyses • Flyash and Bottom Ash Flow Rates • Major and Minor Oxide Analyses for Flyash, Bottom Ash, Limestone, and Fuel Ash • Flyash and Bottom Ash Flow Rates can be Calculated from a System of Simultaneous Material Balances (see Next Slide) • Composite Ash Flow (by Particle Size) Calculated from Flyash and Bottom Ash Flow Rates and Size Analyses • Partition Function Calculated from Composite Ash Flow (by Size) and Bottom Ash Flow (by Size)
Calculating Ash Flow Rates from Simultaneous Material Balances CaO and SiO2 Material Balances: Lab Analyses: CaOf: Fuel CaO Content CaOs: Limestone CaO Content CaOba: Bottom Ash CaO Content CaOfa: Flyash CaO Content SiO2f: Fuel SiO2 Content SiO2s: Limestone SiO2 Content SiO2ba: Bottom Ash SiO2 Content SiO2fa: Flyash SiO2 Content DCS Quantities: Ff: Fuel Feed Rate Fs: Limestone Feed Rate Unknowns Fba: Bottom Ash Flow Rate Ffa: Flyash Flow Rate
Calculating Ash Flow Rates from Simultaneous Material Balances CaO and SiO2 Material Balances: Lab Analyses: CaOf: Fuel CaO Content CaOs: Limestone CaO Content CaOba: Bottom Ash CaO Content CaOfa: Flyash CaO Content SiO2f: Fuel SiO2 Content SiO2s: Limestone SiO2 Content SiO2ba: Bottom Ash SiO2 Content SiO2fa: Flyash SiO2 Content 2 Equations and 2 Unknowns DCS Quantities: Ff: Fuel Feed Rate Fs: Limestone Feed Rate Unknowns Fba: Bottom Ash Flow Rate Ffa: Flyash Flow Rate
Calculating the Composite Ash Flow Rate by Size- 1 Calculate the Flow Rate of Each Size with Each Ash Stream- Example: Bottom Ash Flow Rate = 35,000 pph, 12% of Bottom Ash is 80 Mesh by 100 Mesh, Flow Rate of 80 by 100 Mesh Size with Bottom Ash= 0.12 X 35,000 pph = 4,200 pph
Calculating the Composite Ash Flow Rate by Size- 2 Flyash Ash Flow Rate = 45,000 pph, 7% of Flyash Ash is 80 Mesh by 100 Mesh, Flow Rate of 80 by 100 Mesh Size with Flyash Ash= 0.07 X 45,000 pph = 3,150 pph
Calculating the Composite Ash Flow Rate by Size- 3 Flow Rate of 80 by 100 Mesh Size with Bottom Ash = 4,200 pph Flow rate of 80 by 100 Mesh Size with Flyash = 3,150 pph Flow Rate of 80 by 100 Mesh Size with Composite Ash = 4,200 pph + 3,150 pph = 7,350 pph
Calculating the Partition Function Values fba(x) is the flow rate of size interval x with the bottom ash (calculated) fca(x) is the flow rate of size interval x with the composite ash (calculated)
Calculating the Partition Function Values From our Example: kd(x) for x = 80 by 100 mesh is: (4,200 pph)/(7,350 pph) = 0.57
Calculating Ash Flow Rates and the Partition Function • Using Simultaneous Material Balances can reduce Effort Required for Measuring the Ash Split • The Partition Function can be a Useful Determinant of Cyclone Performance.
Prediction of Bottom Ash Flow Rate What is Needed: • Partition Function • DCS Data: • Solids, Air, and Main Steam Flow Rates • Solids Analyses • Short Prox for Fuel • Major and Minor Oxides for Fuel and Limestone • Float Sinks for Fuel
The Significance of Float Sink Analyses They Split the Fuel up by Specific Gravity and Ash Content.
The Significance of Float Sink Analyses Combustion Behavior Low Ash Fuel Particle High Ash Fuel Particle
The Attrition Index The Fraction of a Particle Originally Large enough to make Bottom Ash that Reports to the Flyash Stream Low Ash Fuel Particle= 1 High Ash Fuel Particle=0
And Now Some Model Results:Quantifying Bottom Ash Flow in Terms of Fuel and Limestone Properties
The Bottom Ash Model: The Fuel Contribution kd(x): The partition function calculated from boiler data Kf(y) the fuel attrition index based on particle specific gravity (i.e. ash content) The Result: Fba,f: The flow rate of bottom ash derived from the fuel From DCS: Ff: The Fuel Feed Rate From Float Sink Table: Mf(x,y): The Mass Fraction of Fuel with in Size and Specific Gravity Increment x,y A(x,y): The Ash Content of the Above Fuel Increment
Float Sink Analyses A(x,y) Mf(x,y)
The Bottom Ash Model: The Limestone Contribution kd(x): The partition function calculated from boiler data Ks,a the limestone attrition index The Result: Fba,s: The flow rate of bottom ash derived from the Limestone From DCS: Fs: The Limestone Feed Rate From a Lab Analysis: Ms(x): The Mass Fraction of Limestone in Size Increment x Ls: The Limestone LOI S: fractional SO3 Content of Limestone in Bottom Ash
The Bottom Ash Model: some Test Results Analyses of Fuels Tested
The Bottom Ash Model: some Test Results Conditions Used for Combustion Tests
The Bottom Ash Model • Reducing the Presence of Coarse, High Ash Content Fuel Particles in the Feed can Bias the Ash Split Toward Flyash • Identifying the Species that Create Bottom Ash can Narrow the Search for Fuel Constituents that can Cause Ash Cooler Problems • Updated Version is Being Developed
Prediction of Limestone Consumption What is Needed: • Partition Function • DCS Data: • Solids, Air, and Main Steam Flow Rates • Solids Analyses • Short Prox for Fuel • Major and Minor Oxides for Fuel and Limestone • Float Sinks for Fuel • Limestone Attrition Index • Limestone Sulfation Levels in Ash Streams
The Limestone Model The Result: fba: The Fraction of Limestone CaO that will report to the Bottom Ash Stream Ms(x) is the mass fraction of limestone of size x Is,a is a CaO Attrition Index A word on Limestone and Attrition: Sparry Stones Attrit a Lot more than Micritic Stones
Limestone Attrition Products Sparry Stone Micritic Stone
The Limestone Model ffa: The Fraction of Limestone CaO that will report to the Flyash Stream
The Limestone Model Ff: Fuel Feed rate Sf: Sulfur Content of Fuel s: Fractional Sulfur Capture Rba: Sulfation Level Characteristic of Bottom Ash Rfa: Sulfation Level Characteristic of Flyash MWCaO: The Molecular Weight of CaO MWS: The Molecular Weight of Sulfur Cas: CaO Content of Limestone The Result: F’s: The Predicted Limestone Consumption by the Boiler
The Limestone Model: Comparison with Boiler Test Results Chemical Analyses of Sorbents Examined
The Limestone Model: Comparison with Boiler Test Results Particle Size Distributions of Sorbents Tested in the Boiler
Uses for the Limestone Model • Predicting Limestone Consumption Based on Boiler Parameters and Limestone Lab Analyses • Helping to Select the Lowest Cost Stone • Whether Changes to a Grinding Circuit can Lower Costs
What is required to use these Models • Lab Analyses of Solids • DCS Data • Inexpensive Software • MathCad • Excel
A Word on Limestone • Limestones under Boiler Conditions have been shown to still Absorb SO2 1-2 hours after introduction to the System. • The Mean Bed Residence Time in a Rock Burner is Determined by Fuel Ash and Sulfur Content and Delta P. It may be less than an Hour. • Reducing Ash and Sulfur Content can Increase Mean Bed Residence Time