Download
1 / 14
220 likes | 691 Views
Extrusion. Submitted to: submitted by: Asst. Prof. M.P.Gururajan Koduri Srikrishna (2008AMD2922). Introduction. Joseph Bramah, developer of extrusion process.

E N D
Extrusion Submitted to: submitted by: Asst. Prof. M.P.Gururajan Koduri Srikrishna (2008AMD2922)
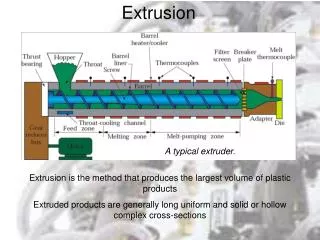
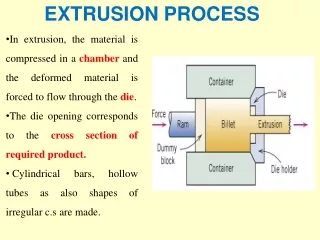
Introduction • Joseph Bramah, developer of extrusion process. • It is a process by which a material is forced to flow through a die, which is shaped to produce the required cross-section. • It is similar to the squeezing action of tooth paste. Courtesy: google images(direct extrusion)
Types of extrusion • Hot extrusion • At elevated temperature • No work hardening • costly • Cold extrusion • At room temperature • Work hardening • Lack of oxidation, good surface finish.
Indirect extrusion Courtesy: google images (indirect extrusion)
Indirect extrusion • Advantages: • Reduction of friction • high contianer’s life • billet moves more uniformly. So, less extrusion defects • Disadvantages: • Impurities and defects on surface. • Length and area of extrusion depends on stem.
Extrusion force curves courtesy: wiki Fig: relations between forces applied and ram displacement in various processes
Copper alloys • Composition of copper used is 55 to 65% • As copper content increases, ease of extrusion decreases. • In order to have hot working, Lead content should be low • 600-1000oC • Pressure-690MPa • Tubes of 11cm outer diameter, with thickness of 2mm. • Free cutting brass, hot stamping brass • Manganese bronze alloys has marine applications
Steels • 1100 to1250oC • Dummy preheated to 800 to 900oC • Glass lubrication • Plain carbon steels to high alloyed steels • Tubes of 20m long, diameter of 10mm,20mm.
Aluminium alloy • 300 to600oC • Press- 500 to 6000Tons • Billets of 75mm diameter for small,1100mm diameter for big presses. • A layer of metal remains on the surface after extrusion. • Lubricants- graphite, molybdenum disulphide
Properties of materials • Presence of impurities, gas, dross, etc • Depending on degree of deformation Deformation is greater in outer zones. Therefore, differences in properties at these places. This variation is high, if extrusion ratio is low. • Temperature at which work is carried out. Bismuth is brittle in cast state, but, it can be extruded without difficulty at 40oC
Extrusion defects • Surface cracking • Piping defect • Internal cracking