Download
1 / 11
431 likes | 2.16k Views
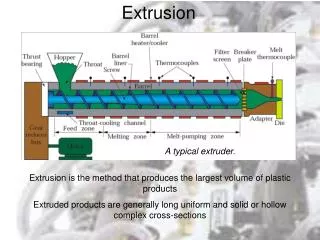
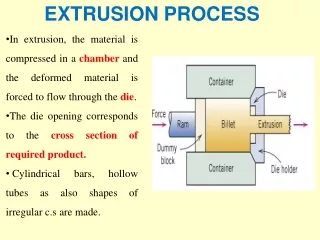
Extrusion Process. Extrusion Process. Extrusion is a process that forces metal or plastic to flow through a shaped opening die. The material is plastically deformed under the compression in the die cavity. The process can be carried out hot or cold depending on the ductility of the material. .

E N D
Extrusion Process Extrusion is a process that forces metal or plastic to flow through a shaped opening die. The material is plastically deformed under the compression in the die cavity. The process can be carried out hot or cold depending on the ductility of the material. The tooling cost and setup is expensive forthe extrusion process, but the actual manufactured part cost is inexpensive when produced in significant quantities. Materials that can be extrudes are aluminum, copper, steel, magnesium, and plastics. Aluminum, copper and plastics are mostsuitable for extrusion.
Aluminium is particularly good for manufacturing complex parts with multiple features, which can help reduce costs through easier assembly and a lower number of parts. An extruded aluminium sunroof channel Extruded aluminium roof rails. Side intrusion beams made from extruded aluminium
The cross section of the extrusion can be tailored-made for a relatively small cost
Circumscribed circle Extrusion shape Circumscribing Circle Diameter (CCD): smallest diameter circle into which the extruded cross section will fit. Extrusion - Design Consideration The minimum wall thickness which can be extruded for aluminum is dependent of the particular shape, and the smallest circumscribed circle as well as the alloy.
Extrusion - Design Consideration Tolerances Standard industry tolerances usually provide adequate precision for most applications • Angular tolerances will be ± 1 to 2 degrees • Flatness tolerance across a profile is ± .004 per inch of width. • Extrusions will be straight within 0.0125 inch per foot of length. • The approximate twist tolerance will be .5 degrees per foot.
General Design Recommendations Limit irregular shapes, sharp corners, and very thin sections. Avoid thin walls sections Commonly specified minimum wall thicknesses include: Aluminum 1 mm Carbon steels 3 mm Stainless Steel 5 mm