Download
1 / 16
310 likes | 446 Views
SMAW. Agriculture Science 1 . SMAW. Shielded Metal Arc Welding Stick welding Arc Welding A welding process where similar materials are joined with a heating process caused by an electric arc. In the most common use, this process includes the use of a filler metal. Why arc weld?.

E N D
SMAW Agriculture Science 1
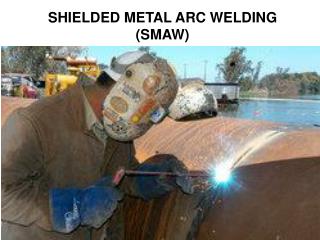
SMAW • Shielded Metal Arc Welding • Stick welding • Arc Welding • A welding process where similar materials are joined with a heating process caused by an electric arc. In the most common use, this process includes the use of a filler metal.
Why arc weld? • Who has arc welded before? • Careers in Arc welding • Versatility
Careers • Inspector/Expeditor • Rail Road-Bridge Crew, Welder • Welding Engineer • Welder Weld Engineer • Associate Steel Inspector • Underwater Welding • Sales Manager
Weld almost any metal Strength Cost effective Durability of weld Most common type of welding Repair work Employment Ability to weld in difficult places Versatility
Safety • Safety Glasses • Welding Helmet • Gauntlet style gloves • 100% Cotton Clothes-LONG SLEEVES! • No cuffs in pants or frays • Leather Boots • No Watches • Flammable Liquids on Clothes
One glove missing • Improper gloves • Apron tied in front • Wearing a watch • Tie not tucked in • No safety glasses • Wearing a ring • Pants are cuffed
Electrode Electrode Holder Ground Root Pass Filler Pass Cover Pass Slag Spatter Undercutting Tack Arc Amperage Flux Welding Terms
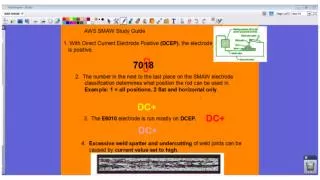
E 6013 E - Electrode 60 – Products minimum tensile strength: 60 = 60,000 psi 1 - Welding position: 1 = ALL, except vertical down 3 – Indicates coating type (RUTILE), welding current and polarity Electrode Classification
Techniques • Stringer (drag) (whip) • Weave • circles • crescent • zig zag • box weave • stitch
Weld Bead • A weld resulting from a pass Stringer Bead Weave Bead
Passes • Weld Pass - A single progression of welding along a joint. The result of a pass is a weld bead or layer
Fill Pass Cover Pass Root Pass Hot Pass
Progression (vertical) • Up • deeper penetration • Higher deposit rate (lb/hr) • Use near 90 degree travel angle or slightly up • Down • faster (point to point) • less penetration for thin metal • Use steep drag angle