Download
1 / 35
412 likes | 635 Views
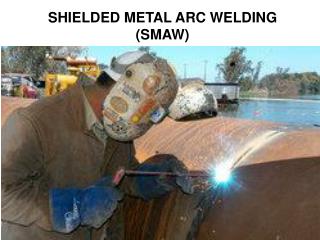
Learn about SMAW pipe welding techniques and positions including 1G, 2G, 5G, 6G, 1F, 2F, 2FR, 4F, and 5F. Understand proper electrode handling, bead techniques, and important tips for successful welding.

E N D
Positions • 1G • 2G • 5G • 6G • 1F • 2F • 2FR • 4F • 5F
1G Position Pipe rotated, Electrode is always at the top Either a split bead or weave technique may be used
2G Position Pipe Axis Vertical, Weld is Horizontal, Pipe is considered in a “fixed” position. Always use a split bead technique Always work from the bottom up.
5G Position Axis of the Pipe is Horizontal, The weld in vertical. Progression may be up or down. A weave bead is best used.
6G Position Pipe axis is fixed in position at a 45 degree incline. Thhe position includes flat, horizontal, vertical, and overhead welds. A split bead tecvhnique is best used.
1F Position Pipe is rotated. The pipe axis is at a 45 degree incline. Welding is to occur at the top of the pipe. Split bead or weave technique may be used.
2F Position Fixed Position Best to use a split bead technique
2FR Position A split bead technique is best used. Rotated
4F Position A split bead technique is best used
5F Position Not Rotated. Progression may be up or down. Split beads or weaves can be used on 5F-up welds, split beads are best used on 5F-down welds.
Fill Pass Cover Pass Root Pass Hot Pass
Always work from the bottom up when using the split bead technique Always be careful not to create a tight area where slag may get trapped under the next weld. It is better to weave slightly than to leave a tight area. Plan your sequence of beads!
Always work toward the smaller side of the fillet. (It will be easier to get to) Always be careful not to create a tight area where slag may get trapped under the next weld. It is better to weave slightly than to leave a tight area. Plan your sequence of beads!
Techniques • Stringer (push, drag, or whip), or Weave
Progression (vertical) • Up • deeper penetration • Higher deposit rate (lb/hr) • Use near 90 degree travel angle or slightly up • Down • faster (point to point) • less penetration for thin metal • less dilution • Use steep drag angle
Travel Speed • Stay on the leading edge of the puddle
Dimensions • Reinforcement Height • ASME flush - 1/16 • AWS flush 1/8 • Reinforcement Width • 1/16” past bevel edge • Smooth transition at weld toe (45o max)
Backing • Metallic • backing ring • consumable inserts
Welding grooves with Inserts • Keep the root opening wide • Make the root pass in one bead • Avoid tight areas at the weld toes
Welding a PJP groove • Works great for limiting restrictions inside pipes • make up for loss of wall on reinforcement
Root Openings • Small will allow more amperage which will in turn make welding smoother and easier, as well as easier arc starts. • Larger root openings will allow more penetration.
Root Faces • Larger root faces will allow more amperage which will in turn make welding smoother and easier, as well as easier arc starts. • Smaller root faces will allow more penetration.
Tacking, Tack Grinding • 3/4” long • feather both ends • clean and flatten tops • start on top, burn through before end • run completely onto tack before stopping • interpass grind lumps off before next pass • stagger all starts and stops betoeen passes • stagger all starts and stops between beads in a single pass • Don’t overgrind tacks.
Butt Joint Preperation (With Backing) Root faces - 0 450 included angle Remove all mill scales and rust Tacking - not in groove Tack away from coupon area. Flush on backing
1/16-1/8 Butt Joint Preperation (Joints without backing) 600 included angle Root faces Tacking Feather Tacks
Open Root Technique • Use root opening to allow increase in amperage for smoother welding • Whip backwards for penetration • Whip forwards to reduce penetration • Do Not Weave a root pass. • Maintain a short arc gap • Stay slightly in front of the puddle at all times. Use the keyholing technique.
Restarts • Stagger all starts and stops or use runon, runoff tabs • Feather all restarts & start on top, or start in front and remelt • Don’t restart in a coupon area. • Also stagger all beads on a single pass. • Use a longer arc length when starting a weld. Compare interpass grinding techniques vs. no interpass grinding.
Craters • Fill craters by welding into the previous weld start • Use a short arc length to control heat.
Watch these areas. Be sure to keep it melted into these spots.
Electrode Angles • Up Progression - always point toward center of Pipe • Down Progression - use a steep drag angle
Arc Length • Longer arc lengths = increased puddle heat, flatter welds, deeper penetration • Shorter arc lengths = less puddle heat, flatter welds, less penetration • Use arc length to control puddle size, penetration, and burn through. • Normal arc length is 1/16” - 1/8” • Use a slightly longer arc length during a start or restart.
Helpful Tips • Clean your Welding Hood lens • Drape the cable over your shoulder or knee • Get Comfortable • Watch the puddle, not the arc • Concentrate on steady travel speed and arc length