Download

1 / 30
300 likes | 551 Views
การทำเลที่ตั้งและการวางผัง. การตัดสินใจเรื่องการวางผัง (Layout). การวางผังเป็นการจัดเตรียมการใช้พื้นที่ของสถานที่ที่มีอยู่เดิมหรือสถานที่ใหม่ เช่น การกำหนดที่ตั้งของเครื่องจักร ที่ตั้งของแผนกต่างๆ ห้องเก็บของ ทางเดิน ฯลฯ. การทำเลที่ตั้งและการวางผัง. ประโยชน์ของการวางผังที่ดี.

E N D
การทำเลที่ตั้งและการวางผังการทำเลที่ตั้งและการวางผัง การตัดสินใจเรื่องการวางผัง (Layout) • การวางผังเป็นการจัดเตรียมการใช้พื้นที่ของสถานที่ที่มีอยู่เดิมหรือสถานที่ใหม่ เช่น การกำหนดที่ตั้งของเครื่องจักร ที่ตั้งของแผนกต่างๆ ห้องเก็บของ ทางเดิน ฯลฯ
การทำเลที่ตั้งและการวางผังการทำเลที่ตั้งและการวางผัง • ประโยชน์ของการวางผังที่ดี • สามารถใช้ประโยชน์จากแรงงาน เครื่องจักร พื้นที่ อย่างมีประสิทธิภาพ • สามารถควบคุมการดำเนินงาน/กิจกรรมต่างๆ ได้ชัดเจน • ลดต้นทุนการลำเลียงวัตถุดิบ • สะดวกในการเข้า-ออกของวัสดุ สินค้า พนักงาน • ส่งเสริมคุณภาพของสินค้า/บริการ • มีความยืดหยุ่นในการปรับการผลิตให้เข้ากับสภาวะที่เปลี่ยนแปลงไป • ช่วยให้เกิดความปลอดภัย • อำนวยความสะดวกในการติดต่อสื่อสาร • เพิ่มความสะดวกแก่ลูกค้าและการขายสินค้า
การทำเลที่ตั้งและการวางผังการทำเลที่ตั้งและการวางผัง ประเภทของการวางผัง ( 4 ประเภท) • การวางผังตามกระบวนการ ( Process Layout) / การวางผังตามหน้าที่งาน(Functional layout) • การวางผังตามผลิตภัณฑ์ (Product Layout) • การวางผังแบบตำแหน่งคงที่ (Fixed – position Layout) • การวางผังแบบผสม (Hybrid Layout) • ผังเซลลูลาร์ (Cellular Layouts) • ระบบการผลิตแบบยืดหยุ่น (Flexible Manufacturing System) • สายประกอบการแบบผสม (Mixed – model Assembly Line)
การทำเลที่ตั้งและการวางผังการทำเลที่ตั้งและการวางผัง ประเภทของการวางผัง ( 4 ประเภท) • การวางผังตามกระบวนการ ( Process Layout) / การวางผังตามหน้าที่งาน(Functional layout) เป็นการจัดกลุ่มกิจกรรมที่ใกล้เคียงกันไว้ในแผนกเดียวกันหรือในสถานีการผลิตเดียวกัน เหมาะกับการผลิตที่มีหลากหลายประเภท แต่ละประเภทมีปริมาณการผลิตไม่มากนัก สินค้าแต่ละประเภทใช้เส้นทางการผลิตที่ต่างกัน เครื่องจักรส่วนใหญ่เป็นเครื่องจักรเอนกประสงค์ ต้องปรับเครื่องจักรใหม่เมื่อมีงานใหม่เข้ามา ใช้เครื่องมือ เช่น รถยก ในขนย้ายระหว่างสถานี แรงงานมีความชำนาญในการใช้เครื่องจักร มักจะมีงานสะสมในแต่ละสถานีผลิต ทำให้เสียเวลารอคอย (Waiting Time) ใช้พื้นที่ในการเก็บงานระหว่างทำมาก และมีปริมาณงานในแต่ละสถานีไม่เท่ากัน
การวางผังตามกระบวนการ (Process Layout)
MJU. การทำเลที่ตั้งและการวางผัง • การวางผังการวางผังตามผลิตภัณฑ์ (Product Layout)นิยมใช้กับการผลิตแบบสายประกอบการ (Assembly Line) ที่มีการจัดกิจกรรมเรียงตามลำดับขั้นตอนจนเกิดเป็นสินค้าสำเร็จรูป เหมาะสำหรับการผลิตจำนวนมาก (Mass Production) หรือผลิตแบบซ้ำๆ (Repetitive Production) ที่มีความต้องการสินค้าไม่เปลี่ยนแปลงมากนักสามารถผลิตไว้ล่วงหน้าได้เครื่องจักรส่วนใหญ่เป็นระบบอัตโนมัติสินค้ามีความเป็นมาตรฐานสูงแรงงานไม่จำเป็นต้องมีทักษะสูงเป็นการผลิตที่ไม่ทำให้เกิดปัญหาคอขวด (Bottlenecks) หรือการมีปริมาณงานค้างสะสม ณ สถานที่ต่างๆ ข้อได้เปรียบ :ประสิทธิภาพในการผลิตสูง ข้อเสียเปรียบ : ความยืดหยุ่นในผลิตต่ำไม่สามารถผลิตได้หลายประเภท
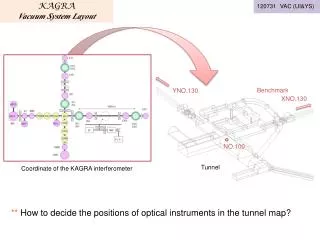
MJU. การทำเลที่ตั้งและการวางผัง • การวางผังแบบตำแหน่งคงที่ (Fixed-Position Layout) ใช้กับการผลิตสินค้าซึ่งไม่มีการเคลื่อนย้ายไปตามสถานีต่างๆระหว่างการผลิต เช่นการต่อเรือการประกอบเครื่องบินสินค้าที่ผลิตจะอยู่กับที่ตลอดเวลาของรอบการผลิตโดยผู้ผลิตจะจัดสรรแรงงานวัสดุและเครื่องมืออุปกรณ์ต่าง ๆ มายังจุดที่มีการผลิตที่กำหนดตำแหน่งไว้ การผลิตประเภทนี้ต้องการแรงงานที่มีทักษะการผลิตสูงดังนั้นค่าแรงจึงสูงกว่าการผลิตประเภทอื่น แต่การผลิตประเภทนี้ส่วนใหญ่มีต้นทุนคงที่ต่ำเพราะไม่ต้องลงทุนซื้อเครื่องจักรเอง ขณะที่ต้นทุนผันแปรจะสูงเนื่องจากค่าจ้างแรงงานและค่าเช่าเครื่องจักรที่สูง
MJU. การทำเลที่ตั้งและการวางผัง • การวางผังแบบผสม (Hybrid Layout) เป็นการวางผังที่ผสมผสานระหว่างการวางผังตามกระบวนการและการวางผังตามผลิตภัณฑ์ • 1. ผังเซลลูลาร์(Cellular Layouts) จัดกลุ่มเครื่องจักรต่างๆไว้ด้วยกันที่ศูนย์ปฎิบัติการแห่งเดียวกันซึ่งเรียกว่าเซล (Cell) โดยกำหนดให้เครื่องจักรที่อยู่ภายในเซลแต่ละเซลวางเรียงกันคล้ายกับสายประกอบการการกำหนดตำแหน่งของแต่ละเซลจะดูจากความสัมพันธ์ของเซลนั้นกับเซลอื่นๆและดูจากให้มีการลำเลียงวัสดุระหว่าเซลน้อยที่สุด โดยทำให้เซลมีการทำงานที่มีประสิทธิภาพคล้ายกับการทำงานของแผนกต่างๆ ในการวางผังตามกระบวนการ
MJU. การทำเลที่ตั้งและการวางผัง • ประโยชน์ของการวางผังแบบเซลลูลาร์ • การปรับตั้งเครื่องจักรทำได้รวดเร็วเนื่องจากแต่ละเซลมีการผลิตที่คล้ายคลึงกัน จึงไม่เสียเวลาปรับเครื่องเพื่อผลิตชิ้นส่วนแต่ละประเภทมาก • ลดปริมาณงานระหว่างทำและเวลาในการลำเลียงวัสดุเพราะมีสมดุลของแต่ละสายผลิต ทำให้ไม่เกิดปัญหาคอขวด • ปรับปรุงการบริหารจัดการเนื่องจากการทำงานเป็นทีม มีการจัดการกันเอง (Self-managed Team) ทำให้แรงงานพอใจในการทำงาน • ปรับปรุงกระบวนการผลิต เพราะสามารถเลือกใช้ระบบอัตโนมัติได้สำหรับแต่ละเซล
MJU. การทำเลที่ตั้งและการวางผัง ข้อเสียของการวางผังแบบเซลลูลาร์ • การผลิตที่ไม่สมดุลของเซล เพราะแต่ละเซลใช้เครื่องจักรต่างกัน ทำให้ใช้เวลาผลิตที่ต่างกันด้วย • มีการลงทุนในเครื่องจักรใหม่ที่มีขนาดที่เล็กลงตามขนาดของเซล และใช้หลายเครื่อง ทำให้ต้องมีการลงทุนเพิ่ม • การจัดการแรงงานในการปฏิบัติงานแต่ละเซล เพราะต้องจัดฝึกอบรมให้มีความสามารถหลากหลาย สามารถทำงานได้หลายประเภท ทำงานแทนกันหรือช่วยกันได้ภายในเซล จึงทำให้เสียเวลางานส่วนหนึ่งไป
MJU. การทำเลที่ตั้งและการวางผัง • 2. ระบบการผลิตแบบยืดหยุ่น (Flexible Manufacturing System; FMS)เป็นระบบที่สามารถผลิตสินค้าแบบต่อเนื่องมีการควบคุมด้วยคอมพิวเตอร์ช่วยในการควบคุมการลำเลียงวัสดุการกำหนดตารางการผลิตการเก็บรักษาเครื่องจักรและการรายงายผลการปฏิบัติงาน ระบบการผลิตแบบยืดหยุ่นจะมีการใช้เทคโนโลยีการจัดกลุ่มการ ผลิตให้สอดคล้องต่อเนื่องกันตลอดจนจัดเครื่องมือเครื่องใช้ใน การผลิตเข้าไว้ด้วยกันตามลักษณะของผลิตภัณฑ์ทำให้ลดเวลาที่ สูญเสียไปในการผลิตทำให้การผลิตมีความเป็นมาตรฐานมากขึ้น และสามารถผลิตสินค้าได้เป็นจำนวนมากเนื่องจากมีการลำดับการ ผลิตอย่างเป็นระบบ
MJU. การทำเลที่ตั้งและการวางผัง • 3. สายประกอบการผสม(Mixed-model Assembly Line)เป็นการใช้สายการผลิตรูปตัวยู (U shape) แรงงานมีความยืดหยุ่นสูง สามารถทำงานได้หลากหลายประเภท และทำงานได้มากกว่า 1 สถานีในแต่ละสายงาน สามารถช่วยคนอื่นที่สถานีอื่นได้ตามที่มีการร้องขอได้ในทันที
MJU. การทำเลที่ตั้งและการวางผัง ประเภทของการออกแบบผัง (2 ประเภท) การออกแบบผังตามกระบวนการ (Process-layout Design) การออกแบบผังตามผลิตภัณฑ์ (Product-layout Design) การออกแบบผังตามกระบวนการ(Process-layout Design) มีวัตถุประสงค์ที่สำคัญคือ “ลดต้นทุนที่เกิดจากการเคลื่อนย้ายให้ต่ำ ที่สุด” (เพราะต้นทุนเคลื่อนย้าย มีการผันแปรตามปริมาณและระยะทาง เคลื่อนย้าย) ดังนั้นแผนกที่มีความสัมพันธ์กัน จะจัดให้อยู่ใกล้กัน ส่วนแผนกที่ไม่มีความสัมพันธ์กันสามารถจัดให้อยู่ห่างกันได้
MJU. การทำเลที่ตั้งและการวางผัง 2. การออกแบบผังตามผลิตภัณฑ์(Product-layout Design) เป็นการออกแบบผังตามลำดับขั้นตอนการผลิตของผลิตภัณฑ์ หรือตามสายประกอบการว่ากิจกรรมใดทำก่อน/หลังกิจกรรมใด วัตถุประสงค์ที่สำคัญคือ “การพยายามรักษาอัตราผลผลิตไว้ให้มีประสิทธิภาพมากที่สุดเท่าที่จะทำได้” ดังนั้นงานแต่ละงานจะถูกแบ่งออกเป็นงานย่อย (Work Element)ให้มากที่สุด และแต่ละงานไม่ควรใช้แรงงานเกิน 1 คนต่อสถานี แต่แรงงาน 1 คน สามารถทำงานย่อยได้มากกว่า 1 สถานีได้ เพื่อให้งานไม่สะดุดชะงักที่สถานีใด แต่จะเกลี่ยงานให้เท่าๆกันระหว่างสถานี เป็นการสร้างสมดุลของสายการผลิต
MJU. การทำเลที่ตั้งและการวางผัง ความสัมพันธ์ของลำดับการผลิต (PrecedenceRelationship) ความสัมพันธ์ของลำดับการผลิต หมายถึง การกำหนดลำดับขั้นตอนต่างๆ ของกระบวนการผลิตในการสร้างสมดุลของสายการผลิต โดยการใช้แผนภาพลำดับการผลิต (Precedence Diagram) แสดงเครือข่ายการผลิต แทน Node/ งานย่อย การเชื่อมโยงระหว่างงานย่อย
MJU. การทำเลที่ตั้งและการวางผัง ตัวอย่าง : Precedence Diagram งาน งานที่ต้องทำก่อน เวลาที่ใช้(นาที) M - 0.10 N M 0.20 O M 0.40 P N , O 0.30 .20 N .30 .10 .40 M P O
การทำเลที่ตั้งและการวางผังการทำเลที่ตั้งและการวางผัง เวลาในการผลิตที่มีอยู่ รอบเวลาในแต่ละสถานี (C) = • รอบเวลาของสถานี (Workstation cycle time) เป็นระยะเวลาที่มากที่สุดที่ใช่ในการผลิตสินค้า 1 หน่วย ในแต่ละสถานีการผลิต จำนวนผลผลิตที่ต้องการ ตัวอย่าง: อัตราผลผลิตที่ต้องการ 12,000 หน่วย เวลาในการผลิตมีอยู่ทั้งหมด 80 ชั่วโมง 80 ชั่วโมง x 60 นาทีต่อชั่วโมง 0.40 นาที รอบเวลา (C) = = 12,000 หน่วย หมายถึง แต่ละสถานีใช้เวลาทำงานได้ไม่เกิน 0.40 นาทีต่อหน่วย
MJU. การทำเลที่ตั้งและการวางผัง ตัวอย่าง : Precedence Diagram งาน งานที่ต้องทำก่อน เวลาที่ใช้(นาที) M - 0.10 N M 0.20 O M 0.40 P N , O 0.30 .20 N .10 .30 M P .40 O C = .40 นาที การจัด Layoutของแต่ละสถานีผลิต สถานี 1 สถานี 2 สถานี 3 M + N O P .30 นาที .40 นาที .30 นาที จะสามารถเอางาน M และ P มาร่วมกันที่ node เดียวกันได้หรือไม่ ?
จำนวนสถานีที่ทำการผลิตได้ = อัตราผลผลิตต่อวัน * ผลรวมของเวลางานย่อย เวลาที่ผลิตใน 1 วัน= 1,200 * 1.00 -> .1+.2+.4+.3 ->1 .00 8 * 60= 1,200 /480 = 2.5 = 3 เวลาสูญเปล่า = เวลาปฏิบัติการแต่ละสถานี – เวลาปฏิบัติงานจริง = 1.20 – 1.00
Task Assigned Task’s Required Task Time/Unit Predecessor (in seconds) A none 70 B A 80 C A 40 D A 20 E A 40 F B , C 30 G C 50 H D , E , F , G 50 เวลาทำงาน 8 ชั่วโมงต่อวัน ต้องการผลผลิต 320 หน่วยต่อวัน • เขียนPrecedence Diagram • หา Workstation Cycle Time • หาจำนวนสถานีที่เหมาะสม • หาเวลาสูญเปล่า • จัด Layout
80 30 B F 70 40 50 A C G 20 50 D H 40 E Workstation Cycle Time = 90 วินาที A B C + D F + G E + H 70 80 60 80 90
เวลาทำงาน 8 ชั่วโมงต่อวัน ต้องการผลผลิต 40 หน่วยต่อวัน Task’s Required Task Time/Unit Task Assigned Predecessor (in minutes) A F 5 B F 2 C E , G 3 D A , B 7 E D , H 8 F - 4 G D 6 H D 3 • เขียนPrecedence Diagram • หา Workstation Cycle Time • หาจำนวนสถานีการผลิต • หาเวลาสูญเปล่า • จัด Layout
MJU. การจัดการดำเนินงาน(Operations Management) การออกแบบระบบการดำเนินการ บทที่ 9 การพยากรณ์ (Forecasting)
MJU. การพยากรณ์ การพยากรณ์เป็นการคาดการณ์ถึงสิ่งที่จะเกิดขึ้นในอนาคต และนำผลที่ได้มาใช้ในการวางแผน เพื่อช่วยในการกำหนดระดับการผลิต การจัดการสินค้าคงคลัง ฯลฯ กระบวนการพยากรณ์ (Forecasting Process) 5 ขั้นตอน • ระบุวัตถุประสงค์ของการพยากรณ์ เพื่อให้สามารถเลือกเทคนิคการพยากรณ์ที่เหมาะสมกับวัตถุประสงค์ของผู้ใช้ • กำหนดช่วงเวลาที่ต้องการพยากรณ์ • 2.1 การพยากรณ์ระยะสั้น (Short-term Forecasting) ไม่เกิน 1 ปี • 2.2 การพยากรณ์ระยะปานกลาง (Medium-term Forecasting) 1-3 ปี • 2.3 การพยากรณ์ระยะยาว (Long-term Forecasting) 3 ปีขึ้นไป
MJU. การพยากรณ์ การกำหนดช่วงเวลาการพยากรณ์ส่วนใหญ่ กำหนดตามรอบระยะเวลาในการผลิต และการจำหน่ายสินค้าแต่ละประเภท เช่น Computer สั้นกว่า Food 3. เลือกเทคนิคการพยากรณ์ที่เหมาะสม (Forecasting Techniques) กับ วัตถุประสงค์ของการพยากรณ์ ข้อมูลที่ต้องการ ระยะเวลาที่ต้องการและต้นทุนในการพยากรณ์ 3.1 เทคนิคการพยากรณ์เชิงปริมาณ (Quantitative Forecasting Techniques) 3.2 เทคนิคการพยากรณ์เชิงคุณภาพ (Qualitative Forecasting Techniques) 4. เก็บข้อมูลที่ต้องการใช้ในการพยากรณ์ 5. ทำการพยากรณ์
MJU. การพยากรณ์ วิธีแยกส่วนประกอบ วิธีเอ็กซ์โพเนนเซียล วิธีบอกซ์เจนกินส์ แบบอนุกรม เวลา ระดมความเห็นของผู้บริหาร วิธีค่าเฉลี่ยเคลื่อนที่ พยากรณ์ เชิงปริมาณ เทคนิคการ พยากรณ์ พยากรณ์ เชิงคุณภาพ การวิจัยตลาด รวบรวมข้อมูลจากพนักงานขาย แบบความ สัมพันธ์ วิธีตัวแบบถดถอยเชิงเส้น อย่างง่าย วิธีวิเคราะห์ตัวแบบจำลอง วิธีวิเคราะห์เศรษฐมิติ
MJU. การพยากรณ์ การพยากรณ์แบบอนุกรมเวลา (Time-series Forecasting) นำตัวเลขข้อมูลในอดีตที่เกิดขึ้นตามลำดับเวลา มาพยากรณ์ค่าที่ต้องการในอนาคต โดยมีสมมุติฐานคือ “ข้อมูลในอดีตสามารถเป็นตัวแทนที่ดีของค่าพยากรณ์ในอนาคต” เช่น การใช้ยอดขาย 10 เดือนที่ผ่านมา ทำนายยอดขายเดือนที่ 11 วิธีค่าเฉลี่ยเคลื่อนที่อย่างง่าย เหมาะกับข้อมูลไม่มีแนวโน้ม หรือฤดูกาลเข้ามาเกี่ยวข้อง พยากรณ์แบบอนุกรมเวลา วิธีเอ็กซ์โพเนนเซียลอย่างง่าย เป็นการหาค่าเฉลี่ยของข้อมูล โดยกำหนดน้ำหนักของข้อมูล ที่นำมาใช้พยากรณ์ต่างกัน (ข้อมูลที่อยู่ใกล้ปัจจุบันมีน้ำหนักมากที่สุด)
MJU. การพยากรณ์ วิธีหาค่าเฉลี่ยอย่างง่าย n ∑Ai N i=1 MA = MA = ค่าพยากรณ์ Ai = ค่าจริงงวดที่ i N = จำนวนงวดที่ใช้ในการหาค่าเฉลี่ย
MJU. การพยากรณ์ วิธีหาค่าเฉลี่ยอย่างง่าย 12+9+10 3 10.3 8.7 9+10+7 3
MJU. การพยากรณ์ วิธีหาค่าเฉลี่ยอย่างง่าย 12+9+10+7+11 5 9.8 8.4 9+10+7+11+5 5 ให้พยากรณ์เดือนที่ 6 – 11 และ 8 - 11