Download
1 / 54
570 likes | 798 Views
Details of a Steam Path Audit. Paul Roediger Encotech, Inc. Overview of Presentation:. Audit Overview Benefits Chronology Measurements Calculations Results / Report Conclusion. Audit Overview :. Inspection of the steam path (Comparison to new & clean conditions)

E N D
Details of aSteam Path Audit Paul Roediger Encotech, Inc.
Overview of Presentation: • Audit Overview • Benefits • Chronology • Measurements • Calculations • Results / Report • Conclusion
Audit Overview : • Inspection of the steam path (Comparison to new & clean conditions) • Results: clear priority for maintenance decisions • Benefit: maintenance dollars used with the highest return • Verification of maintenance
Overview: What: Inspection of the steam path (determined by VWO heat balance conditions) When: Immediately after steam path is exposed and again after maintenance has been performed
Benefits OPENING AUDIT • Identification of degradation • Cost-effective maintenance actions CLOSING AUDIT • Quality check on maintenance performed during the outage • Performance improvement resulting from individual maintenance actions • Expected return-to-service performance
Required Resources • Computer • Loss Calculation Software • One or Two Auditors • Measurement Tools • Radial Packing Gauge • 6” Digital Caliper • Tape measure • Ball Gauges • Surface Roughness Comparator
Chronology • Model • On Site • Analysis / Report
Model Create model using the Thermal Kit • Design heat balance (VWO) • Turbine cross section • Clearance and steam seal diagram • First stage shell pressure curve
SPA On-Site Time-Line Disassembly Reassembly
Measurements • Geometry • Clearances • Surface roughness • Damage • Solid Particle Erosion • Throat Openings • Steam Path Length
On Site - Day 1 After Top is Lifted • Inspect horizontal joint • Measure Stationary Blade Geometry • Measure top half tooth heights • Measure packing clearances • Inspect shell sealing surfaces
On Site - Day 2 Rotor Removed • Measure solid particle erosion damage • Measure deposit thickness • Measure stationary and rotating blading surface roughness • Inspect for mechanical damage
On Site - Day 3 • Measure bottom half tooth heights • Measure trailing edge thickness • Measure turbine geometry • Inspect snout rings
Analysis / Preliminary Report • Input data & analysis • Print Steam Path Audit reports • Give preliminary presentation on site
Calculations • Martin’s Formula • General Flow Equation • Dollar Value of Heat Rate • Annual Fuel Cost Savings • Cost of Lost Capacity
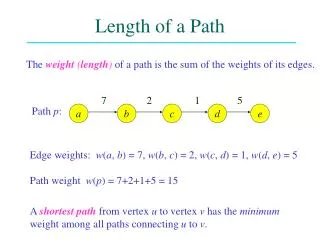
General Flow Equation W = Flow (lb/h) K = Packing type constant C = Rubbed coefficient A = Area (sq in.) P1 = Upstream Pressure (psia) v1 = Upstream specific volume (ft 3/lb) P2 = Downstream Pressure (psia) k = Isentropic exponent (1.3 typical) 2406.5 = Unit conversion constant
Tip spill Strip Clearance Ken Cotton Chart – Reference Table [449] kW loss per mil excess clearance per stage: 7+ ((591.9 – 500) / (500 – 100)) x (7.0 -2.5) = 8.03 kW/mil
Dollar Value of Heat Rate Degradation (Based on G.T.H.R.) FC = Cost of fuel $/million BTU’s GR = Rating of turbine in KW CF = Turbine capacity factor in % 8760 = Hours in a Year BE = Boiler Efficiency = $8,012.20 / year
Annual Fuel Savings - $ Year R - Rating of turbine in KW CF - Turbine capacity factor in % F - Cost of fuel $/million BTU’s HR - Change in heat rate in % SHR - Station heat rate BTU’s/KW HR Example: = $650,430/year
Cost of Lost Capacity Where: L = lost revenue $/year K = percentage of year at max. capacity (%) M = average wholesale price of power ($/(MWh)) R = unit capacity (kW) D = degradation in performance (%) For: K = 50% M = 45 $/(MWh) R = 600,000 kW D = 1% L = 1,182,600 $/year
Results OPENING AUDIT • Quantification of losses measured in pre-outage test • Listed cost-effective maintenance actions CLOSING AUDIT • Quality check on maintenance performed during the outage • Performance improvement resulting from individual maintenance actions • Expected return-to-service performance