Download
1 / 14
240 likes | 769 Views
CASTING. Sand Casting Die casting Investment casting Tom Poole and James Ralph. Sand Casting. A mould is put at the bottom of a drag on a moulding board. Sand is packed around the mould.

E N D
CASTING Sand Casting Die casting Investment casting Tom Poole and James Ralph
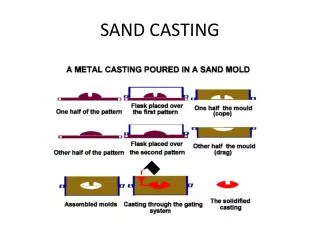
Sand Casting • A mould is put at the bottom of a drag on a moulding board. • Sand is packed around the mould. • The whole thing is flipped upside down and sand is packed on the other side, whilst sprue pins are in place. • These are then removed and the mould is also removed, creating a mould cavity. • Gates are cut in the sand connecting the cavity to the runner and riser (the holes created by the sprue pins) • The two halves of sand are then put back together and the molten metal is poured in the runner, fumes escape through the riser. • It then sets and the sand is broken away.
Pros and Cons PROS • The process has low tooling costs • The largest casting sizes are achievable through sand casting. • Complex shapes can be achieved. • Sand allows gases to escape during casting. CONS • The process produces a rough finish on the metal. • The process does not produce small parts effectively. • The surface of the sand cast is slightly porous.
DIE CASTING A look into the casting industry.
The Process of Die Casting. • Basically, molten metal is forced into a set mould or die, under an extreme pressure. • The die can be reused again and again. • There are two types of die casting in industry, either hot or cold chamber moulding, with similar results, but are used for different types of metals.
Why Die Casting? • Die casting can produce a range of high quality and complex metallic shapes. Such as this magnesium seat base. Or these electrical connector housings.
Die Casting • Die Casting has done so well because the range of complex high quality parts can be produced on mass and sold directly on. • Die casting is now the number 1 process in the metal component industry. It produces such a wide verity of product that most of your domestic metalwork will have been produced by die casting!
More Information • All of the information and graphics for this presentation were sourced from Extra Information can be sourced from Various Design Booklets and Text Books. http://www.diecasting.org
INVESTMENT CASTING • Also called lost-wax casting, it is the oldest known casting technique. • It was used by the Ancient Egyptians to make small intricate gold jewelry.
The Process • First a wax pattern is made, which can be very intricate. • This is dipped in a slurry repeatedly until there is a thick wall around the wax. • This is heated in an oven. • The wax melts and the slurry hardens, leaving an empty cavity for the casting. • Molten metal can then be poured into the cast. • The solid slurry is broken away. • A rubber mixture can also be used, this means the process can be repeated as the rubber can be peeled back after casting instead of being broken away.
Pros & Cons Pros • The process can produce complex intricate casts. • Casts require little or no reworking after casting, as a good surface finish is produced. • Process can be repeated to create multiple casts. Cons • The process is relatively expensive. • It takes many sub-processes to make the mould and therefore labor intensive.