Download
1 / 22
220 likes | 241 Views
This study delves into the theory behind cold rolling of strips, focusing on the relationship between applied forces and material properties. Assumptions, limitations, and practical relevance are discussed, shedding light on the mechanics of the process.

E N D
ME 612 Metal Forming and Theory of Plasticity 16. Cold Rolling of Strip Assoc.Prof.Dr. Ahmet Zafer Şenalpe-mail: azsenalp@gmail.com Mechanical Engineering Department Gebze Technical University
16. Cold Rolling of Strip A theory of rolling aims at relating the externally applied forces to the mechanical strength properties of the material rolled. Any such theory will be of especial value in estimating the power requirements of a rolling mill for use on a newly developed metal or alloy. Rolling theory may be divided into two main parts, that which applies to hot-rolling and that which applies to cold-rolling. In hot-rolling, the yield stress characteristic of the metal is strain-rate dependent and the frictional force between the rolls and stock is high, whereas in the coldrolling of strip the yield stress characteristics of the metal is essentially independent of the rate of deformation, and the frictional force between rolls and stock is low. We shall confine ourselves here to the cold-rolling of strip and in order to obtain a solution, we shall have to restrict further the scope of the theory. The assumptions that will be made are those set down by VON KARMAN (1925) and used by OROWAN (1943). BLAND and FORD (1948), basing their work on Orowan's theory, made further assumptions, and it is on their work that the following solution is based. Mechanical Engineering Department, GTU
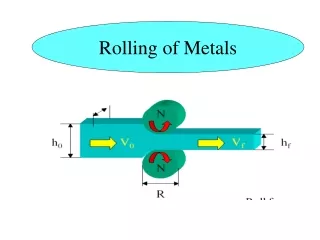
16. Cold Rolling of Strip Consider what happens when a strip of material of initial thickness h1, enters the rolls, Fig. 16.1 (a). As the strip passes through the rolls, it is first compressed elastically until it yields, is then subjected to plastic deformation (work-hardening with increasing strain), and on leaving the roll gap there is elastic recovery to reduced thickness h2 : In the theory, it will be assumed that the material is rigid plastic (workhardening). This means that the contribution of the elastic arcs to roll force and torque, which occurs in the case of a real material, is ignored. When comparing the theory with experiment, this contribution may sometimes be allowed for in the theory by suitably adjusting the `coefficient of friction' between the rolls and the strip. However, this method of adjustment is not applicable to very light passes (low reduction in thickness) or to passes on very hard strip where the elastic strains are not small compared with the plastic strains. This fact again reduces the scope of the theory. Mechanical Engineering Department, GTU
16. Cold Rolling of Strip As rolling takes place the rolls are themselves distorted elastically over the arc of contact with the material and this distortion must be allowed for in the calculation of the roll force and torque. It will be assumed that the arc of contact is circular and of radius R', greater than the radius R of the undeformed roll. Again this assumption is not true during the rolling of thin hard strip such as occurs in the final rolling of stainless and razor-blade steels. We now apply the further restriction that the strip width-to-thickness ratio must be sufficiently large to ensure that the rigid non-plastic material outside the roll gap prevents lateral spread. The deformation is then plane strain. [n practice, the radii of the undeformed rolls are of the order of one hundred times the thickness of the strip and with a strip width-to-thickness ratio greater than ten, the lateral spread is seldom greater than I or 2 per cent. Mechanical Engineering Department, GTU
16. Cold Rolling of Strip A most important simplifying assumption is that the horizontal stress and particle velocity do not vary through the sheet thickness. In the approach here it is also considered that there is slipping friction over the whole arc of contact, and it is further assumed that the coefficient of friction is constant over the arc of contact. In passing through the roll gap, the strip, of constant width b, undergoes a thickness change from h1 to h2 and since the deformation is one of plane strain in an incompressible material bh1v1=bhv=bh2v2 where v1 and v2are the velocities of the strip at entry to and at exit from the roll gap, and h and v refer to an intermediate position. Thus the velocity of the strip increases steadily from entry to exit and the velocity of the rolls must have some value between v1 and v2. (16.1) Mechanical Engineering Department, GTU
16. Cold Rolling of Strip On the entry side, the rolls move faster than the strip and the frictional forces draw the strip into the rolls; on the exit side, the strip moves faster than the rolls, and the frictional forces tend to oppose the delivery of the strip. At some intermediate plane (the neutral plane) the strip and rolls move with the same velocity. The position of the neutral plane is found by considering the equilibrium of the external forces, and it therefore depends on the values of the back and front tensions, p1, andp2,applied to the strip. The assumptions that have been made may be summarized as 1. The material is rigid plastic work-hardening. 2. The arc of contact is circular. 3. The deformation is one of plane strain. 4. The coefficient of friction is constant over the arc of contact. 5. Plane sections perpendicular to the direction of rolling remain plane. Mechanical Engineering Department, GTU
16. Cold Rolling of Strip Figure 16.1. (a) Cold rolling os strip; (b) stresses in roll gap Mechanical Engineering Department, GTU
16.1. Normal Roll Pressure 16. Cold Rolling of Strip The stresses in the roll gap are show in Fig. 16.1 (a)and the forces on an element of material on the exit side are shown in the enlarged view, Fig. 16.1 (b). It is convenient for this subject to adopt the convention that tensile stresses are negative and compressive stresses are positive. Considering the equilibrium of the longitudinal forces on the element of unit width where σ3, is the stress in the longitudinal direction, s the normal roll pressure and m the coefficient of friction.Re-arranging The positive sign applies between the plane of exit and the neutral plane and the negative sign between the neutral plane and the plane of entry. In what follows, we shall adopt the convention that the upper sign always refers to the exit side and the lower sign to the entry side of the neutral plane. (16.2) (16.3) Mechanical Engineering Department, GTU
16.1. Normal Roll Pressure 16. Cold Rolling of Strip From consideration of vertical equilibrium of the forces, the vertical stress, σ1in the material is given by or; The relative magnitude of the stresses may be determined from the following reasoning. If the stress in the lateral direction, σ2,(say) is equal to σ3,then for reasons of symmetry, the spread in the lateral direction would be equal to the elongation in the direction of rolling. Since there is no lateral spread σ2 must be greater than σ3. Again, if σ3 is equal to σ1,then from symmetry the strip would suffer a lateral compression equal to the vertical compression. Therefore, σ2 must be less than σ1. Alternatively, it follows from the Levy-Mises equations (putting ε2=0), that σ2= (σ1+ σ3)/2 and the von Mises yield criterion then has the form where k is the yield stress in pure shear and Y is the yield stress in uniaxial compression. (The Tresca criterion requires k = Y/2.) (16.4) (16.5) (16.6) Mechanical Engineering Department, GTU
16.1. Normal Roll Pressure 16. Cold Rolling of Strip In cold-rolling, the angle of contact is small, rarely exceeding 6°, and since the coefficient of friction is small, we can assume that the normal pressure approximately equals the vertical stress. That is, equation (16.5) may be written with an error of less than 1 per cent. Additionally with the small angle assumption equation (16.3) reduces to; Finally, substituting the value of the roll pressure from equation (16.7) in the yield equation (16.6) Using these last three equations, we can estimate the roll pressures over the arc of contact. From equations (16.8) and (16.9) (16.7) (16.8) (16.9) (16.10) Mechanical Engineering Department, GTU
16.1. Normal Roll Pressure 16. Cold Rolling of Strip or; The term is very small compared with because the yield stress 2k increases as h decreases through the roll gap (and hence the product 2kh is almost constant) and the coefficient (s/2k - 1) is small for practical cold-rolling. Omitting this term, we can write, to give dimensionless quantities where possible The variation of strip thickness h through the roll gap is given by, (16.11) (16.12) (16.13) Mechanical Engineering Department, GTU
16.1. Normal Roll Pressure 16. Cold Rolling of Strip where h2 is the strip thickness at exit, and writing Substituting into equation (16.12); and integrating where C is a constant of integration. The roll pressure is therefore; where H is; (16.14) (16.15) (16.16) (16.17) Mechanical Engineering Department, GTU
16.1. Normal Roll Pressure 16. Cold Rolling of Strip (16.18) Which is zero at the exit where . At the exit σ3= -p2 the front tension and the roll pressure at the exit s2=2k2-p2 using equation (16.9) where k2 is the yield shear stress at the exit. From equation (16.17); and the roll pressure on the exit side is; and on the entry side; where H1, is the value of Hat entry and k1 is the yield sheear stress. (16.19) (16.20) (16.21) Mechanical Engineering Department, GTU
16.2. Neutral Plane 16. Cold Rolling of Strip The neutral plane can be determined before the roll pressure curve s against is computed. From equations (16.20) and (16.21) at the neutral plane, giving the value of Hn.The angle at the neutral plane is then found to be The normal roll pressure rises from entry and exit sides to a maximum at the neutral plane. Its distribution over the arc of contact will be given therefore by a hill-shaped curve which is called the `friction hill'. A similar curve represents the horizontal pressure σ3. Normal roll pressure curves derived from this theory for the rolling of high-conductivity copper are shown in Fig. 16.2, (BLAND and FORD, 1948). Two cases are illustrated: the lower curves show the distribution when front and back tensions are applied; the upper curves the distribution for the same pass but without tensions applied. (16.22) (16.23) Mechanical Engineering Department, GTU
16.2. Neutral Plane 16. Cold Rolling of Strip Figure.16.2. Normal roll pressure curves showing effect of applying tensions to the strip. ( Bland an Ford, Proc. Instn mech.Engrs.) Mechanical Engineering Department, GTU
16.3. Roll Force 16. Cold Rolling of Strip As the strip passes through the rolls, the yield stress, 2k, varies with the angle . Values of yield stress for the material for different reductions must be found experimentally. Since the deformation in rolling is one of plane strain, it is obviously best, if possible, to obtain a yield stress curve, using the same mode of deformation. Such a test, using smooth parallel dies for the compression of the strip has been devised by FORD (1948) and developed by Watts and Ford (1955). Once the variation of yield stress through the roll gap and the coefficient of friction are known, then the roll force can be found by integrating the normal roll pressure over the arc of contact. Thus the roll force per unit width is given by (16.24) Mechanical Engineering Department, GTU
16.4. Roll Torque 16. Cold Rolling of Strip The power input to the mill is supplied by applying a torque to the rolls and by strip tension. The mean torque, G, per roll per unit width is the integral of the moment about the roll axis of the frictional force along the arc of contact. The contribution due to the moment of the normal forces may be neglected unless there is very large roll-flattening. The arm of the friction force is the distance from the roll axis to the roll surface, that is, approximately the undeformed roll radius R. Therefore or (16.25) (16.26) Mechanical Engineering Department, GTU
16.4. Roll Torque 16. Cold Rolling of Strip Assuming that the coefficient of friction µ is constant over the arc of contact, this last equation is the difference of two quantities of the same order of magnitude and is not therefore suitable in this form for computation. BLANDand FORD (1948) have shown that an alternative formula, suitable for computation, is (16.27) Mechanical Engineering Department, GTU
16.5. Determination of The Coefficientof Friction 16. Cold Rolling of Strip The problem here is to measure the coefficient of friction between two surfaces in contact, when one of the surfaces is undergoing considerable plastic deformation. If it is assumed that the coefficient of friction is constant over the arc of contact, a value for it may be found by direct measurement. The following method was proposed by BLAND and investigated by Whitton and Ford (1955). A strip of metal is rolled at a constant speed at any suitable pass reduction and the roll force and torque measured continuously. A gradually increasing back tension is applied to the strip until the neutral plane is forced to the exit. All the friction is then acting in the same direction, and equations (16.24) and (16.26) for roll force and torque reduce to and (16.28) (16.29) Mechanical Engineering Department, GTU
16.5. Determination of The Coefficientof Friction 16. Cold Rolling of Strip It then follows from equation (16.28) and (16.29) that a non-dimensional group independent of rolling theory. (16.30) Mechanical Engineering Department, GTU
16.6. RollFlattening 16. Cold Rolling of Strip It has been shown how estimates can be made of the coefficient of friction and of the variation of the yield stress through the roll gap. The only other unknown is the value of the radius of the deformed part of the roll R’. A formula devised by Hitchcock and put in the following form by Bland and Ford (1948) gives where c =1.67x10-4 (in inch and ton units for steel rolls). This formula should not be applied to the rolling of thin hard strip. A useful discussion of elastic effects in metal rolling and been given by Weinstein (1963) and a treatment of transverse thickness variation in rolling is given by Saxl (1958). (16.31) Mechanical Engineering Department, GTU
16.7. SomeFurtherComments 16. Cold Rolling of Strip Within the restrictions applied, the above theory is not inconsistent with experimental results obtained for roll force and roll torque. It was found in some experiments that the yield stress curve, determined by a plane compression test, was too low for good agreement. It was suggested that redundant shearing in cold-rolling work-hardens the material a little more rapidly than in plane compression, the difference being from 5 to 7 per cent. Another factor, at high rolling speeds, is the raising of the yield stress above that measured in the plane compression test. Mechanical Engineering Department, GTU