Download
1 / 22
330 likes | 901 Views
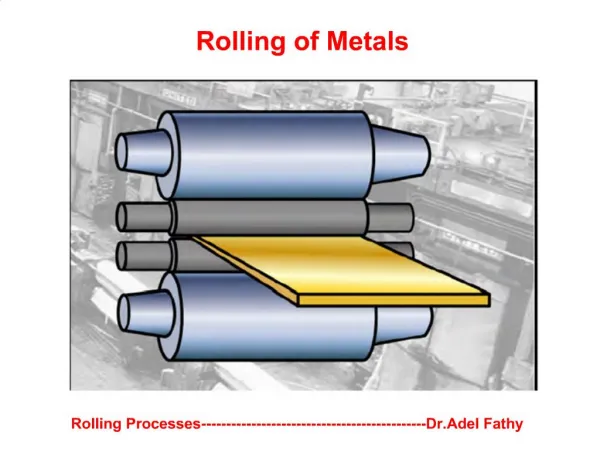
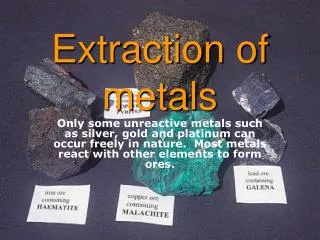
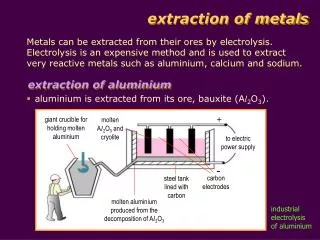
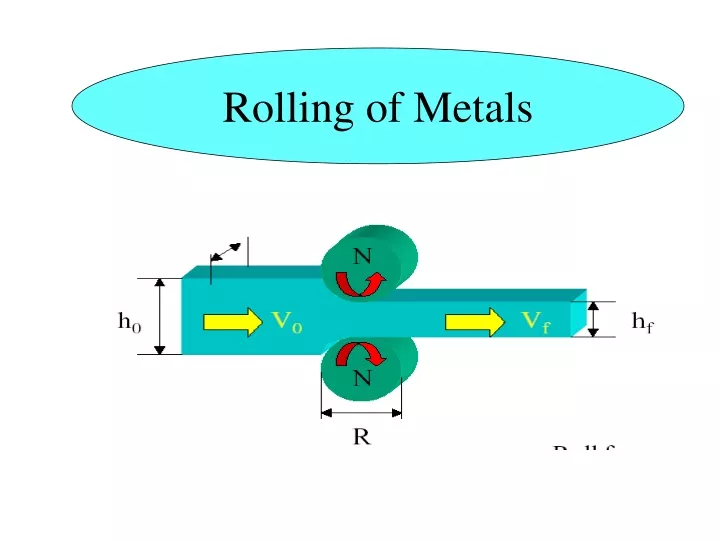
Rolling of Metals. Introduction. This chapter describes Flat rolling Shape rolling Rolling Mills Production of seamless tubing & pipe Defects in rolled products. Introduction. The Process of Plastically deforming metal / alloy by passing it between rolls is known as ROLLING.

E N D
Introduction • This chapter describes • Flat rolling • Shape rolling • Rolling Mills • Production of seamless tubing & pipe • Defects in rolled products
Introduction • The Process of Plastically deforming metal / alloy by passing it between rolls is known as ROLLING. • Rolling done either at Hot or cold. • The metal is drawn into the opening between the rolls by frictional forces. • Work piece is subjected to high compressive forces due to squeezing action of rolls, resulting in reduced area of cross-section and increased length.
TERMINOLOGY Contd., • Angle of contact or Angle of bite – The Angle subtended at the centre of the roll by arc AB ( Metal in contact with the roll) • Rolling Pass – The feeding of material between the rolls once • Rolling mill – Consists of rolls , bearings& Housings and Drive for applying power to rolls
Flat Rolling Process Flat Flat Rolling Process Rolling Process
Flat Rolling Process • Metal strip enters the roll gap • The strip is reduced in size by the metal rolls • The velocity of the strip is increased the metal strip is reduced in size • Factors affecting Rolling Process • Frictional Forces • Roll Force and Power Requirement
The angle of bite αcan be expressed as; tan α =α= L/R • The length of contact, L=̃ sqrt{R(ho-hf)} h0 is the strip thickness at start and R is the roll radius • h0-hf = µ2R (2)
Schematic Illustration of various roll arrangements : (a) two-high; (b) three-high; (c) four-high; (d) cluster mill
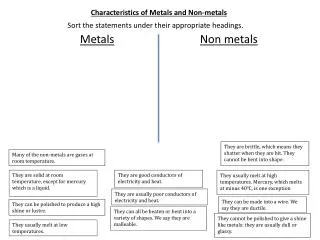
Shape-Rolling Operations • Various shapes can be produced by shape rolling • Bars • Channels • I-beams • Railroad rails • Roll-pass design requires considerable experience in order to avoid external and internal defects
Stages in Shape Rolling of an H-section part. Various other structural sections such as channels and I-beams, are rolled by this kind of process.
Ring Rolling • A thick ring is expanded into a large diameter ring • The ring is placed between the two rolls • One of which is driven • The thickness is reduced by bringing the rolls together • The ring shaped blank my be produced by:\ • Cutting from plate • Piercing • Cutting from a thick walled pipe Various shapes can be produced by shaped rolls • Typical applications of ring rolling: • Large rings for rockets • Gearwheel rims • Ball-bearing and roller-bearing races • Can be carried out at room temperature • Has short production time • Close dimensional tolerances
RING ROLLING (a) Schematic illustration of Ring-rolling operation. Thickness reduction results in an increase in the part diameter. (b) Examples of cross-sections that can be formed by ring-rolling
Thread Rolling • Cold-forming process • Straight or tapered threads are formed on round rods by passing the pipe though dies • Typical products include • Screws • Bolts
Production of Seamless Pipe & Tubing • Rotary tube piercing (Mannesmann process) • Hot-working process • Produces long thick-walled seamless pipe • Carried out by using an arrangement of rotating rolls • Tensile stresses develop at the center of the bar when it is subjected to compressive forces
Defects in Rolled Plates & Sheets • Undesirable • Degrade surface appearance • Adversely affect the strength • Sheet metal defects include: • Scale, Rust, Scratches, Gouges, Pits, & Cracks • May be caused by impurities and inclusions • Wavy edges – result of roll bending • Alligatoring – complex phenomenon