Download
1 / 36
360 likes | 421 Views
Abstract. Mechanical Inspection and Survey Steven Seiler, NSLS-II Project

E N D
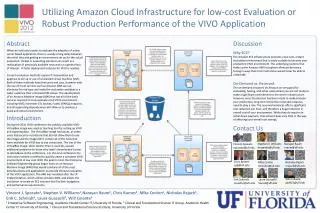
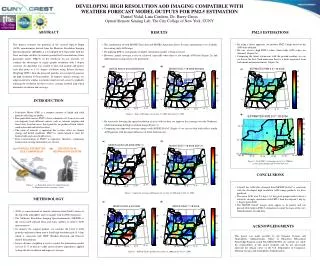
Abstract Mechanical Inspection and Survey Steven Seiler, NSLS-II Project The Survey and Alignment Group is often the first and last to work with the Storage Ring magnets. Surveyors inspect, characterize and pre-align each magnet then later record the final location of each magnet on a girder assembly. This presentation describes the Survey and Alignment work on Storage Ring magnets with emphasis in the magnet’s local coordinate system creation and pre-alignment method. *Work performed under auspices of the United States Department of Energy, under contract DE-AC02-98CH10886
Mechanical Inspection & SurveyNSLS-II Magnet Workshop Steve Seiler April 11, 2012
Outline • Girder Inspection • Magnet Inspection • Local Coordinate System Creation • General Sextupole • General Quadrupole • Special Quadrupole • Magnet Fiducial Discussion • Pre-Alignment • Environmental Room
Girder Inspection • Goals • Verify drawing dimensions are w/in tolerance • Relate Datums to mounting slots and all magnet mounting holes • Create girder reference file
Girder Inspection • Two Laser Tracker setups w/ girder on stands (to get bottom datum)
Magnet Inspection • Goals • Verify ICD dimensions are w/in tolerance • Relate mechanical center and orientation to all outside fiducials • Create magnet reference file
Top Fiducial Frame • Each of the three top fiducials is measured twice using a pin nest and the 1.5” probe • Once with the CMM arm top joint upstream • Once with the CMM arm top joint downstream • US/DS points averaged for each fiducial • Frame built such that Y is normal to the plane of the three averaged fiducials, Z points from fiducial 2 to 3, and the origin is at fiducial 2.
Top Fiducial Frame 3 Z Y X 1 2
US/DS Fiducial Planes • 4 upstream and 3 downstream (most magnets) fiducials define these faces • Each fiducial is measured with a pin nest and the 1.5” probe tip • The dZ (with the Magnet Frame active) of the two plane centroids is the mechanical yoke length
US/DS Fiducial Planes 1 4 3 1 2 2 3 Downstream Upstream
Pole Tips (Sextupole) • Space between pole tips measured from upstream and downstream faces • Points grouped so that opposite groups form planes • Horizontal (H) • Diagonal 1 (D1) • Diagonal 2 (D2) • 6 total planes created: • US: H, D1, D2 • DS: H, D1, D2 D1 D2 H
Pole Planes/Lines (STP) • Three lines are created upstream by intersecting each of the upstream planes to each other: • US H / US D1 • US H / US D2 • US D1 / US D2 • Same for downstream planes • Points created at each line’s endpoints
Z Axis (STP) US Plane DS Plane 2 plane intersection line endpoints DS US US US US AVG LINE Z AXIS US DS DS AVG LINE US DS DS DS 2 plane intersection line endpoints (Side View)
Pole Tips (Quadrupole) • Space between pole tips measured from upstream and downstream faces • Points grouped so that opposite groups form planes • Horizontal (H) • Vertical (V) • 4 total planes created: • US: H, V • DS: H, V V H
Pole Planes/Lines (Quad) • Line created upstream by intersecting the upstream planes to each other: • US H / US V • Same for downstream planes • Points created at each line’s endpoints
Z Axis (Quad) US Plane DS Plane 2 plane (H & V) intersection line endpoints DS US US US US AVG LINE Z AXIS US DS DS AVG LINE US DS DS DS 2 plane (H & V) intersection line endpoints (Side View)
Pole Tips (Special Quad) • Space between pole tips measured from upstream and downstream faces • Points grouped so that opposite groups form plane • Horizontal (H) • Spacer Bars prevent vertical plane from being measured • Lines fit to Beam Left and Beam Right points H
Pole Planes/Lines (Special Quad) • Lines created through points measured between poles (horizontal plane) • Points created where these lines intersect the upstream and downstream fiducial planes • Points averaged to create endpoints for Z axis
Z Axis (Special Quad) US Plane DS Plane US BLDS DS BLDS BL DS LINE BL US BL DS BL US LINE US BLUS DS BLUS Lines fit through measured points on Horizontal Plane PLANE LINE Z AXIS US DS Horizontal Plane Lines fit through measured points on Horizontal Plane US BRDS DS BRDS BR DS LINE BR US BR DS BR US LINE US BRUS DS BRUS (Top View)
Temporary Magnet Frame • Sextupoles and General Quadrupoles: • Origin at midpoint of Z AXIS line • Primary axis: Z AXIS line defines +Z • Secondary axis: US Horizontal plane normal defines +Y • “TEMP” frame has correct Z axis, but incorrect roll (only based on 1 pole plane out of 4 or 6) • Special Quadrupoles: • Mechanical Frame made directly, no need for “TEMP” Frame • Origin at midpoint of Z AXIS line • Primary axis: Z AXIS line defines +Z • Secondary axis: Normal direction of plane fit through four points • BL US, BL DS, BR US, BR DS (Intersections of BL and BR lines with US and DS planes)
Magnet Frame • Sextupole: Rotate “TEMP” Frame to account for other 5 pole planes • US D1, US D2, DS H, DS D1, DS D2 • Normalize each individual deviation from nominal (divide by 6) • Add together normalized deviations and apply this rotation (Rz) to “TEMP” to create “MECHANICAL” frame • Quadrupole: Rotate “TEMP” Frame to account for other 3 pole planes • US V, DS H, DS V • Normalize each individual deviation from nominal (divide by 4) • Add together normalized deviations and apply this rotation (Rz) to “TEMP” to create “MECHANICAL” frame
Roll • Mechanical roll that is reported is the relationship (Rz) of the Top Fiducial Frame and the Magnet Frame. • Top fiducials, US/DS fiducials, and pole tips are measured within a loop. The user determines how many times to iterate the loop and an average Top Fiducial Frame and Magnet Frame is produced as well as a Magnet Frame and roll for each iteration.
Fiducial Considerations • Repeatability • Variation of position under the same conditions • Test: Fiducial position in different iterations of magnet inspection Most repeatable component (<10 μm) corresponds to banking surface. Up to 30 μm error from pin nest fit.
Fiducial Considerations • Reproducibility • Variation of position under different conditions • Test: Best fit of magnet fiducials measured with LT to CMM arm inspection file
Fiducial Type • Repeatability, durability, cost Requires pin nest One less interface
Pre-Alignment • Goals • Create ideal reference file of populated girder • Use two Laser Trackers to position magnets • Coarsely position magnets in X and Y (~100μm) • Insert and position vacuum chamber
Pre-Alignment Setup • Two granite blocks & 4 posts w/ control points • Girder stops positioned in line with girder datums • Vibrating wire position in Environmental Room is known relative to girder banking surfaces and control points in P-A Stops
Pre-Alignment Method • Hamar Laser • Mechanical X, Y, Pitch, Yaw • Roll from level magnet tops, Z from laser tracker • Laser Tracker(s) • Mechanical X, Y, Z, Pitch, Yaw • Magnetic Roll (Requires reliable magnetic data related to fiducials) • Vacuum chamber aligned to magnet centers
Environmental Room • Goals • Complete final alignment of magnets relative to girder • Record offsets of individual magnets relative to ideal position on girder • Create aligned reference file Stops
Typical ER Procedure • Pre-aligned, populated girder is moved to the ER • Girder is banked against stops replicating the P-A setup • Laser trackers (4 positions) are used to locate Vacuum Chamber BPM positions relative to the wire V-notches • First run of vibrating wire shows best fit line & deviations • Magnets are moved close to the BPM line and re-measured • Final offsets of magnets are recorded with vibrating wire measurement • Reference of final conditions recorded by 12 laser tracker positions
Aligned Reference File • 12 Laser Tracker positions record all girder and magnet fiducials as well as all control in the Environmental Room
Environmental Room Data • ΔX, ΔY • From vibrating wire • ΔZ • From LT observations on magnet fiducials • Roll, Pitch, Yaw • From LT observations on magnet fiducials
Typical ER Uncertainty Estimated Angular Uncertainty Combined 2 Fiducial Uncertainty =√(U12+U22) Inter-Fiducial Distance Roll