Download
1 / 41
460 likes | 863 Views
Moldeo y Arenas. Hornos y Aceros Moldeables. Ing. Horacio Nieco. Materiales Ferrosos y sus Aplicaciones (67.50). Moldeo, Arenas, Creces y Tolerancias Control de Calidad de fundiciones Hornos para fundición Aceros moldeables. Elementos de un molde. Caja bajera Caja Sobre Grampas de caja

E N D
Moldeo y Arenas.Hornos y Aceros Moldeables Ing. Horacio Nieco
Materiales Ferrosos y sus Aplicaciones (67.50) Moldeo, Arenas, Creces y Tolerancias Control de Calidad de fundiciones Hornos para fundición Aceros moldeables
Elementos de un molde • Caja bajera • Caja Sobre • Grampas de caja • Modelo • Noyo • Canal de colada y ataques • Salidas de gases • Contrapesos • Tapas de canales
Posiciones del modelo Se deben analizar: • Método de moldeo a utilizar • Forma de la pieza • Contrasalidas • Serie • Costos • Fallas y condiciones de colado • Elementos favorecedores para un colado correcto.
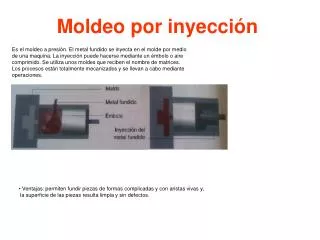
Tipos de Moldeo • Manual con modelo suelto • Con máquina automática • Con placa modelo • A modelo perdido • A cera perdida • Shell moulding
Fallas • Fisuras (por contracción, distintas secciones, impurezas) • Grietas (por concentración de tensiones) • Alabeo (por espesores finos) • Fallas de llenado (enfriamiento prematuro, falta de caudal, acumulación de gases) • Rechupes (por contracción y falta alimentación) • Puntos vacíos y exceso porosidad (gases) • Mala terminación ( arena suelta, fund. Fría) • Uniones c/rebabas (presión ferroestática, falla en el cierre entre bajera y sobre)
Como mejorar el colado • Considerar el gradiente de solidificación • Colocar montantes • Asegurar alimentación suficiente • Reducir el número de uniones y elegir con preferencia las uniones en L • Ensanchar secciones hacia el cargador • En piezas cilíndricas, usar centrifugado • Evitar superficies planas • Evitar puntos calientes aislados • En fundición de hierro, no usar espesores menores a 6,5 mm
Arenas de moldeo y Noyería Características necesarias: • Plasticidad (p/copiar la forma) • Consistencia (p/mantener la forma) • Permeabilidad (p/eliminar gases y aire) • Refractarias (p/evitar la siterización) • Colapsables (p/deshacer y permitir el desmoldeo)
Tipos de arena • Naturales: tienen baja refractabilidad por impurezas y dado el contenido de arcilla no necesita aglutinantes. • Verde sintética: arena de cuarzo + +bentonita+agua (forma ligante gelatinoso) son menos permeables (p/pzas. chicas) • Autofraguantes: arena de cuarzo + resinas fenolicas o aceite de lino + catalizador (p/piezas grandes) • Para Shell Moulding : arena de cuarzo + resina que cataliza con la temperatura.
Tipos de arena • Con cemento: arena silícea + cemento + melaza (colapsabilidad) (p/pzas de gran tamaño) • Con silicato: arena de cuarzo + silicato de sodio (higroscopicas) (moldes baratos)
Arenas para noyería • Shell moulding: buena terminación. Para noyos pequeños. • Autofraguante: Pequeñas series (20´fragua). Noyos de distintos tamaños • Método caja fría: arena + resinas fenólicas (p/grandes series y noyos medianos) • Método caja caliente: idem anterior pero cura con temperatura (noyos de mayor tamaño)
Modelos • Madera: baja serie y moldeo manual • Plástico: p/cera perdida, alta calidad, bajo costo • Fundición de hierro :altas series, buena terminación • Latón o aluminio: p/altas series, piezas pequeñas. • Telgopor: máx. 5 unidades o molde perdido
Creces y tolerancias Establece sobrespesores que consideran: • Contracciones por solidificación • Espesores por mecanizado • Descarte por corte de coladas • Rebabados
Creces y tolerancias Concepto
Fórmulas de compensación a’= a + cm + td Donde: a= medida nominal a´= medida final pieza en bruto cm: creces por mecanizado td: tolerancia Considerando la contracción sin creces (pieza en bruto): a” = a + td + Ct Ct= contracción Si el molde y modelo son metálicos: a´´´= a” + Ct
Control de calidad en piezas fundidas • Controles de producción • Controles de recepción
Controles de producción • Materias primas: visual y quimico. • Fusión: pesada de cargas y temperatura. • Arenas: plasticidad, colapsabilidad, etc • Tratamientos de cuchara: ferroaleaciones, temperaturas, microestructuras, peso. • Colada: limpieza, temperatura y velocidad. • Tiempo de desmolde: parámetros predefinidos en base a las caracteristicas de los materiales y la instalción.
Controles de recepción • Inspección visual • Microestructuras • Tracción • No destructivos • Tintas penetrantes • Rayos X • Ultrasonido • Magnaflux
Hornos para fundición • Horno cubilote • Horno de Inducción
Horno Cubilote • Carga y Descarga: • Coque (de hulla / residuo de petróleo) • Caliza • Carga metálica (chatarra de fund., de acero, retornos, ferroaleaciones). • Aire • Descarga (pinchado o continuo) • Fundición gris y nodular
Horno cubilote Mejoras que sufrió: • Combustible (sust. Coque x gas natural). • Coraza: refrigeración externa. • Aire: precalentado. • Gases: eliminadores, trampas y filtros. • Carga: automática.
Horno Cubilote • Ventajas: • Baja inversión • Alto rendimiento térmico • Alta producción horaria (600 mm = 2,5 tn/h) • Bajo costo operativo • Buena calidad de fundición gris y nodular. • Desventajas: • Contaminación atmosférica. • Exige muy buena programación de moldes. • No permite corrección rápida de comp.química. • Alta exigencia operativa (porque no para)
Horno inducción Principio: Un bobinado de Cu por el que circula una CA, induce un campo que genera corrientes parásitas en la carga metálica que por efecto Joule la funden.
Horno inducción • Carga y Descarga : • Carga metálica (chatarra de fund., de acero, retornos). • Ferroaleaciones. • Carbón vegetal molido (para ajustar %C) • Descarga (vertido) • Fundición gris, nodular y especiales
Horno inducción • Ventajas: • Baja contaminación ambiental. • Fundiciones de mejor calidad y No ferrosos. • Corrección de composición más rápida. • No introduce P ni S. • Mejor programación y menos exigencia operativa. • Desventajas: • Alta inversión. • Alto costo de producción por costo de EE.
Aceros Moldeables Su uso está condicionado por la forma de la pieza. Si bien existen menos alternativas que para los laminados, se pueden encontrar alternativas que suplan las necesidades cuando la forma de la pieza condiciona. Los aleantes se usan para mejorar las propiedades mecánicas y principalmente la fluidez y colabilidad del metal.
Aceros Moldeables Clasificación: • Alta resistencia : IRAM IAS U-500-148 (AM 800 al AM 1400) • Al Carbono uso gral.: IRAM IAS U-500-7026 (AM380 al AM700). • Inoxidables : IRAM IAS U-500 -125 (SAE 60303 al SAE 60502). • Refractarios: IRAM IAS U-500124 (SAE 70308 al SAE 70502)