Download
1 / 37
430 likes | 725 Views
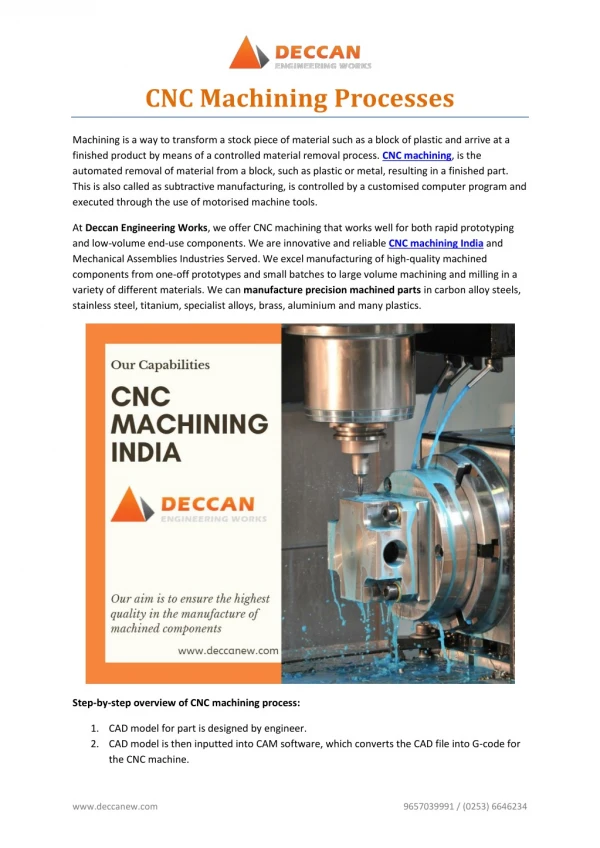
Non Traditional Machining Processes MIME - 6980 . Presented by, Abhijit Thanedar Naga Jyothi Sanku Pritam Deshpande Vijayalayan Krishnan Vishwajeet Randhir. Electron Beam Machining. Introduction - A Brief History.

E N D
Non Traditional Machining ProcessesMIME - 6980 Presented by, • Abhijit Thanedar • Naga Jyothi Sanku • Pritam Deshpande • Vijayalayan Krishnan • Vishwajeet Randhir Electron Beam Machining
Introduction - A Brief History • Development of EB technology is closely related with advances in vacuum engineering and electron optics • In 1905, Marcello von Pirani successfully melted Tantalum • In 1938, magnetic lens were introduced to focus EB • It was only in 1965, all techniques were put together and secured a place in production processes list.
Classification of NTM processes Classification based on the energy source • Mechanical • Electro-chemical • Chemical • Thermo-electric EBM uses Thermo-electric Energy.
GENERATION OF ELECTRON BEAM: The electron beam is formed inside an electron gun, which is basically a triode and consists of: • A cathode which is a hot tungsten filament emitting high negative potential electron • A grid cup, negatively biased with respect to filament , and • An anode at ground potential though which the accelerated electrons pass
Energy Conversion at the point of action electrons are accelerated in the electrostatic field of the beam source to attain a kinetic energy, E = e UB • the kinetic energy absorbed by the electrons during their trajectory through the accelerating field is E = (me0/2) ve2 (1 + 3 ve2/4c2 + 5 ve4/8 c4 +…)= e UB
Machine Tools The three major subsystems that make up an electron beam machining system are • power supply, • electron beam gun, and • the vacuum system.
POWER SUPPLY • Pulsed DC • Voltage range up to 150 kv to accelerate electrons • Systems capability can go as high as 12 kw • high-voltage sections of the power supply are submerged in insulating dielectric oil
ELECTRON GUN • gun is designed to be used exclusively for material removal applications and can be operated only in the pulse mode • It has a cathode, bias electrode, anode, magnetic coil/lens (to converge the beam), variable aperture, 3 final magnetic coils (used as magnetic lens, deflection coil, and stigmator) and rotating disc.
Gun Types • 2 electrode gun
Rogowski gun Telefocus gun Modified 3 Electrode Guns
High-perveance guns Pierce gun
Guns with Concave Emmiting Surface and center bore in cathode
MATHEMATICAL MODEL: Energy of Electrons: The kinetic energy of the electrons can be written as: K.E.=Ee=1/2 mV2. Where, m= mass of electron. e= charge on electron.(joules) E= voltage. V= velocity of electron.(cm/sec)
Number of electrons per second (N): N= I n. Where , I= beam current. n= electron per second per amp current.
Total Power : P= E I Energy Required to vaporize Workpiece: Material removal rate : G = nP/W.(cm3/sec) Where: P = Power.(watts) n= cutting efficiency. W= Specific energy required to vaporize metal. (joules/cm3) W=[C(Tm-20)+C(Tb-Tm)+Hf+Vv] Where: C= Specific Heat, Tm = Melting temperature Tb = Boiling temperature, Hf = Heat of fusion, Hv = Heat of vaporization
Parameters and their influence Power density
Relation between material thickness s, hole diameter dB, and perforation rate ns