Download
1 / 24
470 likes | 693 Views
Unconventional Machining Processes. Overview. Nontraditional Machining Processes. Why Nontraditional Machining?. Advanced Difficult- to-Machine Materials. Challenges for Manufacturing Industry. Stringent Design Requirement. Demand for High Efficiency and Low Cost. 1.

E N D
Overview Nontraditional Machining Processes
Why Nontraditional Machining? Advanced Difficult- to-Machine Materials Challenges for Manufacturing Industry Stringent Design Requirement Demand for High Efficiency and Low Cost
1 Advanced Difficult-to-Machine Materials Why Nontraditional Machining? • Advanced materials’ increasingly important role • Greatly improved thermal, chemical, and mechanical properties • Greatly improved high strength, heat resistance, wear resistance, and corrosion resistance( eg. PCD) PCD(Polycrystalline Diamond): Commonly used conventional techniques is diamond grinding, and classical grinding is suitable only to a limited extent for production of PCD profile tools.
Why Nontraditional Machining? 2 • Stringent Design Requirements Tight Tolerances, High Accuracy Fine Surface Finishing Quality long Length to Diameter Ratio Structure Special profile • Complex 3D Surfaces/Geometric Shapes Aerofoil Turbine Blade Complex Cavity Non-circular, small and curved holes. • Low Rigidity Structures • Micromechanical Components
Why Nontraditional Machining Demand for High Efficiency and Low Cost 3 • Uneconomical at low machining pace • Complexity causes Time-Consuming • Advanced Materials causes High-proportion cost
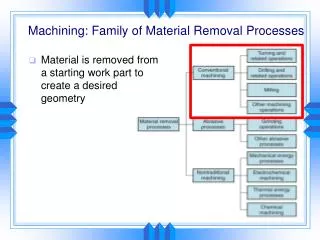
Traditional Machining • Remove Materials based on the shearing process • Non-traditional Machining Process • Ⅰ. Depend on other factors…… Comparisonof Traditional & Nontraditional Machining Processes Electrolytic Displacement Mechanical Erosion Metal Vaporization Chemical Reaction
Comparisonof Traditional & Nontraditional Machining Processes • Non-traditional Machining Process • Ⅱ. Easily controlled: • By broad range of in-process inspection sensors • Ⅲ. Computer controlledwith respect to process parameters: • Simplifies processes • Accelerates acceptance of the process • Ensures process reliability and repeatability • Ⅳ. Ability to monitor, to respond, to correct undesirable situations automatically
Definitionof Nontraditional Machining Mechanical Nontraditional Processces are categorised by the form of Energy! Electrical Thermal Chemical
Unconventional Machining Process • Need for Unconventional Machining Process : The industries always face a problem • In manufacturing of components because of the complexity of job profile or • may be due to surface requirements with high accuracy and surface finish . • Therefore to meet such needs of industries , new methods have been developed • called as unconventional machining process. so the conventional methods • ( turning , milling , grinding , lapping ) are to be improved by unconventional machining process that can : • Sustain productivity with increasing strength of work material • Maintain productivity with desired shape , accuracy and surface integrity requirements. • Improve the capability of automation system and decreasing the investment cost.
Classification of Unconventional Machining Process Mechanical Energy : Erosion of work material by a high velocity stream of Abrasives and/ or fluid Ex. Ultrasonic machining , Abrasive jet machining Water jet machining Electrical Energy : Electrochemical energy to remove material Ex. Electrochemical Machining, Electrochemical grinding, Electrochemical deburring Thermal Energy : Thermal energy applied to small portion of surface, removed by fusion and/or vaporization Ex. Electro discharge machining ( EDM ), wire EDM , Electron Beam Machining , Laser Beam Machining , Plasma Arc Machining Chemical Energy : Chemical Etchants selectively – using a mask to remove a portion of the work part Ex: Chemical Machining / Milling , Blanking , Engraving and Photochemical Machining
Ultrasonic-Machining Process ( USM ) FIGURE(a) Schematic illustration of the ultrasonic-machining process by which material is removed through micro chipping and erosion. (b) and (c) typical examples of holes produced by ultrasonic machining. Note the dimensions of cut and the types of work piece materials. The term ultrasonic refers to waves of high frequency generally above the hearing range of normal human ear i.e. above 20 KHz
Principle of Ultrasonic Machining ( USM ) In the process of Ultrasonic Machining, material is removed by micro-chipping or erosion with abrasive particles. In USM process, the tool, made of softer material than that of the work piece, is oscillated (vibrated longitudinally ) at a frequency of about 20 kHz with low amplitude of about 0.01 to 0.06 mm . The tool forces the abrasive grits, in the gap between the tool and the work piece, to impact normally and successively on the work surface, The impact of hard abrasive grain fractures the hard and brittle surface (abrading action ) resulting in the removal of the work material in the form of small wear particles which are carried away by the abrasive slurry
Principle of Ultrasonic Machining Magnetostictivetransducer
USM Mechanism Magnetostictive transducer Magnetostictive transducers work on the principle of Magnetostriction, that if a piece of Ferro-magnetic material (like nickel) is magnetized, then a change in dimension occurs. If a high frequency power is supplied to the transducer through winding of coil over it then transducer gets magnetized which causes rapid dimensional change subjected to an alternating magnetic fields i.e. transducer changes polarity of magnetic field and is fed with an A.C supply with frequencies up to 25,000 cycles /sec.,converts magnetic energy into ultrasonic energy
USM Mechanism Abrasive Slurry The abrasive slurry ( mixture of abrasive grains & water of definite proportion) contains fine abrasive grains. The grains are usually boron carbide, aluminum oxide, or silicon carbide ranging in grain size from 100 micron for roughing to 1000 micron for finishing. It is used to microchip or erode the work piece surface and it is also used to carry debris away from the cutting area.
USM Mechanism Tool holder The shape of the tool holder is cylindrical or conical, or a modified cone which helps in magnifying the tool tip vibrations. In order to reduce the fatigue failures, it should be free from nicks, scratches and tool marks and polished smooth.
USM Mechanism Tool Tool material should be tough and ductile. Low carbon steels and stainless steels give good performance. Tools are usually 25 mm long ; its size is equal to the hole size minus twice the size of abrasives. Mass of tool should be minimum possible so that it does not absorb the ultrasonic energy. The tool material being tough & ductile, Wears out at a much slower rate.
Materials that can be machined on USM Hard materials like stainless steel, glass, ceramics, carbide, quartz and semi-conductors are machined by this process. It has been efficiently applied to machine glass, ceramics, precision minerals stones, tungsten. Brittle materials Applications It is mainly used for (1) drilling (2) grinding, (3) Profiling (4) coining (5) piercing of dies (6) Dentistry (7) Jewellary for shaping precious stones
Advantages of USM Disadvantages of USM Machining any materials regardless of their conductivity USM apply to machining semi-conductor such as silicon, germanium etc. USM is suitable to precise machining brittle material. USM does not produce electric, thermal, chemical abnormal surface. Can drill circular or non-circular holes in very hard materials Less stressbecause of its non-thermal characteristics USM has low material removal rate. Tool wears fast in USM. Machining area and depth is restraint in USM.