Download
1 / 34
380 likes | 740 Views
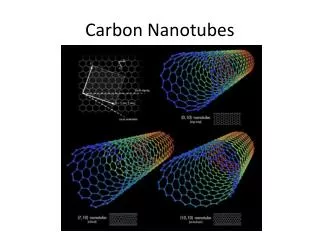
Dispersion of Carbon Nanotubes Into Thermoplastics Polymers Using Melt Mixing. Nur Hidayah Binti Azmi B050910244 Hafizul Bin Tukimin B050910075 Mohd Syafiq Bin Mansor B050810293 T. Basiron Bin T. Yusof B050910300

E N D
Dispersion of Carbon Nanotubes Into Thermoplastics Polymers Using Melt Mixing NurHidayahBintiAzmi B050910244 Hafizul Bin Tukimin B050910075 MohdSyafiq Bin Mansor B050810293 T. Basiron Bin T. Yusof B050910300 MohdRuba’I Amir Bin Salleh B050910143 CheMuhdFirdaus Bin Che Mat B050910271 Mohammad Ikmal Bin Mohamed B050810223
What Is Dispersion? • Dispersion in chemistry means; the mixture in which fine particles of one substance are scattered throughout another substance. • There are 2 major type of dispersion: • Intragranular • In the grain. • Intergranular • At the grain boundaries.
Melt Mixed Process • Melt processing is a common alternative that is particular useful for dealing with thermoplastics polymers. • Carbon nanotubes can be mixed into the polymer melt by shear mixing. • Melt blending is sometimes less effective at dispersing nanotubes in polymers because nanotubes can effect melt properties such as viscosity. • The shear force of the melt mixing method was favorable for the homogeneous dispersion of MWNTs.
Objective • The percolation composition as detected by electrical resistivity measurements. • Stress-strain behavior of the composites.
Melt Mixed Composites Where Two Ways Of Introducing Nanotubes In Polymer Matrices: - • Commercially available masterbatchesof nanotube /polymer composites are used as the starting material which are diluted by the pure polymer in a subsequent melt mixing process (masterbatch dilution method). • Nanotubes are directly incorporated into the polymer matrix.
Advantages • Electrical conductivity • Improvement of mechanical properties, especially strength • Enhancement of thermal stability • Enhancement of thermal conductivity • Improvement of fire retardancy • Enhancement of oxidation stability • disAdvantages • Effects at low CNT contents because of the very high aspect ratio
Experimental • A master batch of 15 wt% MWNT1 in polycarbonate was diluted with different kinds of polycarbonate. • The polycarbonates used for this studies were: • PC Iupilon E2000 (PC1, powder, Mitsubishi Engineering Plastic, Japan) with zero shear viscosity at 260 °C of 6800 Pa-s. • PC Lexan 121 ( PC2, granules, GE Europe with zero shear viscosity at 260°C of 3500 Pa-s) • PC used for masterbatch production ( PC3, powder, supplied by Hyperion Cat with zero shear viscosity at 260 °C of 1000 Pa-s.
Melt compounding was carried out between 240 and 280 °C using a Haake twin screw extruder, a small scale DACA Micro Computer , or a Brabender PL-19 single screw extruder. • The materials were dried at 120 °C in vacuum for at least 4h and fed as granular premixture. • Direct incorperation of MWNT and SWNT was performed using the small scale (4.5cm3 material) DACA Micro Computer. • After drying of polymer and nanotubes (100°C, 2h vacuum) the materials were premixed and fed to the running compounder. • For direct incorporation of the MWNT2 (purity >95%. Diameters 20-50nm, length up to more than 100 µm, produce at Leibniz- Institute for Solid State and Materials Research Dresden by thermal cathalytic CVD ) were incorporated into PC2 at 260 °C, 50 rpm, and 5 min.
SWNT (unpurified arc-discharge material, bundled, single tube diameters of 1.0-1.3nm, prepared at the Max- Planck- Institute for Solid State Research Stuttgart) were incorporation into PC1 powder at 280°C, 50rpm, and 15 min. • Electrical volume resistivity was measure on compression molded sheets (diameter > 60nm, thickness 0.35mm). • A Keithley electrometer Model 6517 equipped with an 8009 Resistivity Test Fixture was used to measure high resistivity sample. • Lower resistivity composites were measured by four point test fixture combine with a Keithley electrometer Model 2000 using strip (20mm x 3mm) cut from the sheets.
In addition, dielectric measurement were performed at room temperature in a frequency range from 10-3 to 107 Hz using a frequency response analysis system consisting of Solartronof SI1260 Impedance/Gain Phase Analyzer and Novocontrol broadband dielectric converter with the BDC active sample cell. • Discs (diameter of 20 mm) were cut from the sheets and gold layers were sputtered onto both sides as electrodes. • Scanning electron microscopy (SEM) was performed using a LEO VP 435 scanning electron microscope (Leo Elektronenmikroskopie, Germany) on raw materials or fractured samples. Mechanical testing of miniature dogbones (length 20 mm, parallel length 6 mm, gauge width 2 mm) punched from the pressed sheets was performed similar to ISO 527-2 on a Zwick Z010 tensile tester at an extension rate of 5 mm/min. The values are mean values of 10 tests.
Result &Discussion • → Using the masterbatch dilution method, the PC based masterbatch with 15 wt% MWNT consists of highly interconnected tubes in the PC3 matrix which show a good wetting of the tubes with polymer. • → If the dilution is properly performed, the MWNT should be homogeneously distributed and dispersed in the matrix. • → Resistivity vs. composition dependencies can be used to • detect the percolation composition unequivocally. In addition, the resistivity values can give information about the state of dispersion obtained at a given composition.
Depending on the PC and mixing equipment, percolation was reached between 0.5 and1.5 wt% MWNT1 content.
In all the cases, composites with contents starting at 1.5 wt% MWNT1 can be regarded as electrically conductive (volume resistivity <104 Ohm-cm). • For the example of masterbatchdilution with PC3 using the DACA Micro Compounder the influence of processing conditions at compositions near the percolation was investigated more in detail using dielectric spectroscopy. • Figure 2 shows the AC conductivity for composites containing 1.0 and 1.5 wt% MWNT1. • It is interesting to note that in the case of 1.0 wt% variations in the processing conditions (increasing mixing time) can transform a nonpercolatedstructure in a percolated one. • The relatively low percolation thresholds indicates a quite good distribution and dispersion within the PC matrices as it was shown by TEM.
Using the direct incorporation method, next to a good distribution and dispersion of the tubes also a wetting of the nanotube surface with polymer has to be achieved which depends :- a) CNT surface characteristics and amount. • The interfacial tension between nanotube surface and polymer melt . • The polymer melt viscosity.
For the second case, the MWNT that used are MWNT2 (Fig. 3) are relatively long, less tangled and quite straight. • It is assumed that some of the very long tubes break during melt mixing with high viscous polymers. • The cryo fracture shown in Fig. 4 illustrates a homogeneous distribution and dispersion without agglomeration of the nanotubes. • In this system, percolation started at 3 wt% MWNT2 addition.
The incorporation of nanotubes significantly changes the stress-strain behavior of the composites as it is shown in Fig. 4. • PC2 exhibits a pronounced yielding behavior followed by cold drawing and shows elongation at break of about 30%.
After adding MWNT2, next to an increase in Young’s modulus (9% at 1wt% and 16% at 5wt% MWNT2) the elongation at break is reduced dramatically starting at 1.5 wt% MWNT2 since the nanotubes start to form a network. • Starting at 2 wt% MWNT2, the pronounced yielding and cold drawing behavior is no longer visible and the break occurs before reaching the elongation (and stress) typical for the yield point of the pure PC.
Graph(Figure 4) shows that the increasing of young modulus with SWNT addition (46% at 7.5 wt% SWNT) is higher than PC2/MWNT2 composites. • The pronounced cold drawing behavior after yielding is observable up to 3 wt% SWNT. • Stress at yield is increased by about 7 MPa as well as the stress level beyond the yield point. • At higher SWNT contents the break occurs just after the yield point leading to significantly decreased elongations at break. • This behavior can be understood by the percolated network of the SWNT which hinders the polycarbonate in its typical deformation behavior especially in developing a cold drawing process
Conclusion • Melt mixing by using masterbatch technique can be apply on: • Small and medium sized enterprises • Reason: • applicable and easy accessible
1.5wt% MWNT by using masterbatch technique and already reach 0.5wt% MWNT by using Brabender PL-19. • By using melt mixing, it can leads to good dispersion of CNT in Polycarbonate. • Percolation 2-3wt% CNT • Stress-strain behavior • Increase modulus and stress • Decrease on elongation cause percolation concentration
Thank You…. Q & A
Why used melt mixing as a method for thermoplastic polimers? Melt mixing consists of melting the polymers and mixing with nanotubes in high shear process. High shear forces are responsible for producing well – dispersed nanotubes on both the micro and nanoscale dispersion resulting from melt mixing is interior to that resulting from solution method. For thermoplastic polimers. Melt mixing is the most desirable way to combine nanotubes and polymers for most application. It is because MWNTs can be dispersed adequately in a twin screw extruder while SWNTs. A twin screw extruder has generally been used to mix polymers and nanotubess in order to generate the high forces for maximum dispersion.
How are carbon nanotubes produced? There are currently three processes for producing carbon nanotubes: arc discharge, laser ablation and catalytic decomposition. The arc discharge method was what helped carbon nanotubes (MWNTs) to attract widespread attention in 1991. 1993 saw the discovery of single-wall carbon nanotubes, which can also be produced by the light arc method if catalysts are added. In 1996, a laser process was introduced for the production of single-wall carbon nanotubes. With this method, graphite is evaporated with the aid of a laser. The third possibility for producing CNTs involves the catalytic decomposition of hydrocarbons. This process offers the advantage that largely parallel carbon tubes can be produced. All three processes are now so well developed that homogenous CNTs can be produced to order.
What products are already made with carbon nanotubes? The first CNT-based products are already on the market in the leisure sector. Sports equipment manufacturer Völkl, for example, has produced a tennis racket in which small quantities of CNTs are added to the plastic used for the frame and handle. Nanotubes can also be found in bicycle handlebars from Easton and golf clubs from Aldila. The Finnish ice hockey team uses sticks containing carbon nanotubes from Bayer MaterialScience. Other applications in the sports sector include bicycle helmets, skis, surfboards, baseball bats and sports shoes made of plastics containing CNTs. There also a number of CNT-based products successfully being used in industry. One example is a plastics drum with an antistatic outer coating based on Baytubes and manufactured by the firm Schütz GmbH. It is used as a high-grade transport packaging to ensure that flammable goods such as solvents and oils cannot ignite as a result of electrostatic discharge. These properties also make Baytubes interesting for fuel lines. Another example is a conductive plastic incorporating carbon nanotubes from Bayer MaterialScience that has been produced by the Ensinger company since mid-2007 and is used to manufacture parts for the outer skin of Formula 1 cars, aircraft and other vehicles.
Intermolecular Van DerWaals • Intermolecular Attractions between one molecule and a neighbouring molecule. • Intramolecular The forces of attraction which hold an individual molecule together (for example, the covalent bonds)
Cont…. • Van DerWaals Molecules can attract each other at moderate distances and repel each other at close range. Van der Waals forces are much weaker than chemical bonds, and random thermal motion around room temperature can usually overcome or disrupt them.
What are the factors that influence percolation of polycarbonate based material?
The result obtained for polycarbonate based material show that the percolation only slightly depends on • the PC used for dilution • the mixing equipment • and the processing conditions.