Download

1 / 22
280 likes | 789 Views
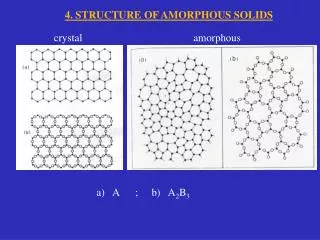
CRYSTAL LIZER DESIGN. CRYSTAL SIZE DISTRIBUTION (CSD). Crystal size distribution (CSD) is measured with a series of standard screens. The size of a crystal is taken to be the average of the screen openings of successive sizes that just pass and just retain the crystal.

E N D
CRYSTAL SIZE DISTRIBUTION (CSD) • Crystal size distribution (CSD) is measured with a series of standard screens. • The size of a crystal is taken to be the average of the screen openings of successive sizes that just pass and just retain the crystal. • The cumulative wt % either greater or less than a specified screen opening is recorded. • Typical size distribution data on the following figure are plotted in two cumulative modes, greater than or less than, and as differential polygons or histograms.
(b) Cumulative wt % retained or passed, against sieve aperture
(c) Differential polygon
(d) Differential histogram
THE PROCESS OF CRYSTALLIZATION CONDITIONS OF PRECIPITATION • evaporation of the solvent • changing to a temperature at which the solubility is lower • chemical reaction between separately soluble gases or liquids • induced by additives (salting out)
GROWTH RATES NUCLEATION Nucleation rates are measured by counting the numbers of crystals formed over periods of time. The nucleation rate depends on the extent of supersaturation (2) Values of the exponent b have been found to range from 2 to 9, but have not been correlated to be of quantitative value for prediction.
CRYSTAL GROWTH The growth rates of crystals depend on their instantaneous surface and the linear velocity of solution past the surface as well as the extent of supersaturation, and are thus represented by the equation (3) Values of the exponent (g) have been found of the order of 1.5, but again no correlation of direct use to the design of crystallizers has been achieved.
In laboratory and commercial crystallizations, large crystals of more or less uniform size are desirable. This condition is favored by operating at relatively low extents of supersaturation. The optimum extent of supersaturation is strictly a matter for direct experimentation in each case. As a rough guide, the data for allowable subcooling and corresponding supersaturation of the Table 1 may serve. Since the recommended values are one-half the maxima shown, it appears that most crystallizations under commercial conditions should operate with less than about 2C subcooling or the corresponding supersaturation.
Table 1. Maximum Allowable SupercoolingT (C) and Corresponding SupersaturationC (g/100 g water) at 25C
Growth rates of crystals also must be measured in the laboratory or pilot plant, although the suitable condition may be expressed simply as a residence time. Table 2 gives some growth rate data at several temperatures and several extents of supersaturation for each substance. In most instances the recommended supersaturation measured as the ratio of operating to saturation concentrations is less than 1.1. It may be noted that at a typical rate of increase of diameter of 10–7 m/sec, the units used in this table, the time required for an increase of 1mm is 2.8 hr.
Table 2. Mean Overall Growth Rates of Crystals (m/sec) at Each Face
Batch crystallizers often are seeded with small crystals of a known range of sizes. The resulting CSD for a given overall weight gain can be estimated by an approximate relation known as the McCabe Delta-L Law, which states that each original crystal grows by the same amount L: All crystals have the same shape. They grow invariantly, i.e. the growth rate is independent of crystal size. Supersaturation is constant throughout the crystallizer. No nucleation occurs. No size classification occurs in the crystallizer The relative velocity between crystals and liquor remains constant.
The relation between the relative masses of the original and final size distributions is given in terms of the incremental L by (4) where R : ratio of final and initial weight of crystal wi : fraction of crystal of size Li L0i : initial dimension of crystal i Li : final dimension of crystal i When R is specified, L is found by trial, and then the size distribution is evaluated
EXAMPLE Seed crystals with this size distribution are charged to a batch crystallizer L0, length (mm) 0.251 0.178 0.127 0.089 0.064 w (wt fraction) 0.09 0.26 0.45 0.16 0.04 On the basis of the McCabe L law, find: The length increment that will result in a 20-fold increase in mass of the crystals. The mass growth corresponding to the maximum crystal length of 1.0 mm.
SOLUTION a. When L is the increment in crystal length, the mass ratio is By trial, the value of L = 0.2804 mm b. When Lmax = 1 L = 1 – 0.251 = 0.749