Download
1 / 41
410 likes | 783 Views
APS: Advanced Planning and Scheduling 高级计划和排程. 高级顾问 蔡 颖. Agenda. 计划的方法 : ERP vs APS APS-ERP 集成信息流 APS: 基础 总结和问答 案例. APS:. APS 是基于约束的计划排程,能高效的帮助制造企业控制生产计划。通过各种规则及需求约束自动产生的,可视的详细计划。能对延迟定单进行控制及行动。管理控制能力及各种约束。

E N D
Agenda • 计划的方法: ERP vs APS • APS-ERP 集成信息流 • APS: 基础 • 总结和问答 • 案例
APS: • APS是基于约束的计划排程,能高效的帮助制造企业控制生产计划。通过各种规则及需求约束自动产生的,可视的详细计划。能对延迟定单进行控制及行动。管理控制能力及各种约束。 • 更重要的是它能快速响应客户的变化的需求。它考虑所有生产过程中因素,包括班次,工时,工具,材料的可用性,可知/未可知的设备维护,当前负荷,能力。总之,它能产生更精确,更实际的计划.
APS的约束类型: 资源约束: 单一资源 ,无限资源,并发资源 ,共享资源 ,可调整共享资源 主要资源与次要资源 班次与效率 资源组 加工顺序约束: 顺序约束一般是生产的一部分或是工作的工艺流程。决定那一个工序执行.平行,并发,替换,动态管理网络化的工艺流程. 物料约束: 考虑BOM的工序用量和物料的可用量.物料约束也能用于模具,铸造,或特别的材料的处理设备.
APS: 你可以根据公司目标建立一个资源能力与生产设备能力模型。一旦你完成模型的设置,你就可以选择通过高级算法或模拟计划规则,自动的调配资源,达到优化计划排程的目标。它可以通过生产的工艺路径,定单,能力等复杂情况自动的生成一个优化的,符合实际的详细的生产计划。 它能检查,评估计划的表现。如果需要可及时调整约束条件,产生动态的目标计划。
高级计划及排产的概念 • 基于订单有限能力计划: • 1, 向前顺序计划。 • 2, 向后顺序计划。 • 3, 双向计划或瓶颈计划。
高级计划及排产的概念 • 基于工序的顺序计划: • 是基于高利用率的方法.实现其计划的关键是二步导向的规则使用.有二个基本的规则: • (1), 工序选择规则OSR. • (2), 资源选择规则RSR
约束规则 工序规则和资源规则 • 可供选择规则: 瓶颈,完成日期,先到先服务, 升序定单属性值,优先级,加工时间,下达日期,相反优先级,闲散时间,用户定义规则
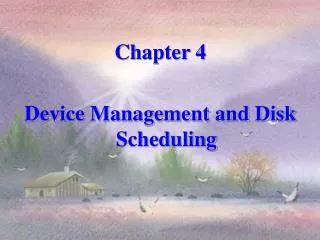
Example Product: Standard 成品 提前期 运行 准备 40 检验 .25 外加工供应商 30 机器 .25 2x 机器 操作员 .25 5x 操作员 4 days 20 钻 .25 2x 钻床 10 准备 .25 2.0 1x 准备区 零件2 子装配件 10 子装配 .25 1x 子装配区 1 day 零件1 5 days
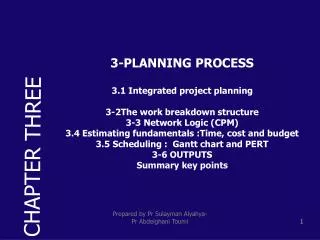
Example Product 成品 MPS 数量= 10 检验 Op 40 操作员 Op 30 机器#2 机器 #1 Op 30 钻 #2 钻#1 Op 20 准备 Op 10 Setup 子装配件 #1 MO Qty = 10 子装配 Op 10 7am 12 5
排程的方法 ERP APS 提前期 静态: 物料主文件 (对平均批量或负荷的 平均天数) 动态计算 (基于小时,能力负荷顺序等) 完成日期 静态: 提前期偏置 动态计算 排程 无限向后 对计划订单手工重排 有限前后 自动重排
Refresher: 资源和工艺路径 • 资源项 • 定义运行时间 “WC[R]” 和准备时间 “WC[S] “ 的资源 • 资源类型: 机器组和个别机器 • 资源组代码 • 其他建议: • 计量单位 (HR), 日能力, 定货策略(0), 小数精度(2), 小时成本:人工费和间接费 • 资源工序: 标准产品 • 工序顺序 • 运行时间& 准备时间(数量类型& 批量) • 资源: 组vs 单个机器 • 主要资源vs 次要资源
Refresher: Resources & Routings • 资源工序(继续) • 有效日期(工艺改变, 学习曲线,等) • 外加工工序 • 排程要考虑消耗时间 • 采购: 采购& 成本的考虑 • 平行工序 • 替代工序 • 并发(同步)工序 • 其他建议: • 提前期偏置(每父项提前时间) 和提前期分析, 成本滚加: 成本清单,成本预估
APS-ERP Information Flow 四班 ERP 和APS简单接口 ERP Export /Import APS Resources Standard Bills + Routing Detail Assign shift pattern Manufacturing Orders Order Status Operation time & unit completions Parent receipts MRP need date Finite Scheduling Order Start/End Dates Actual machine assignment
APS-ERP Information Flow 完整的四班 ERP 和APS简单接口 ERP Export /Import APS Resources Standard Bills Manufacturing Orders Order Status Planned MOs Order Closure Order Start/End Dates Finite Scheduling Custom Product Orders Order Status Order Closure Order Start/End Dates Inventory PO Scheduled Receipts
使用APS: 基础 1. 顺序显示器 = “计划板” 2. 排程 3. 绩效矩阵 4. 定义一个轮班形式多样 5. 准备和准备时间矩阵 6. 同步资源 7. 无限资源 8. 共享资源
1.顺序显示器 a. 资源 • 班次和例外 • 查看 b. 订单/工序 所有订单 (订单本) = 已分配(顺序显示) + 未分配(未分配任务) • 缩小/放大和适中 • 工序属性: 订单, 工序, 资源 • 延迟订单和工序 c. 未分配订单 • 一次一个 (顺序查看窗户 ) • 所有订单
1.顺序显示器 d. 分配订单 • 一次一个 (未分配任务窗户 ) • 所有相关特殊的成品订单 • 所有订单 • 一套子订单(基于瓶颈资源) e. 手工编辑一排程 • 拖和拉一个工序 • 锁定和未锁定工序 • 工序拆分 f. 排程冲突信息
2. 排程 排程目标 • 事先定义的任务优先 • 最小化任务缓慢 • 最小化任务流程时间 • 最大化设施利用率 排程方法 • 算法 = “一次一个任务” • 有限向前 • 有限向后 • 瓶颈双向 • 模拟= “一次一个工序” • 模拟规则 Rules
2. 排程 • 规则举例 • 最高优先级订单 • 最早完成日期 • 最小松散时间,关键率 • 最小工作剩余 • 最小准备时间和排序
3.绩效矩阵 • 整个绩效矩阵(包含计划时区) • 订单: 早,迟,正好完成 • 资源: 利用率 • 资源 • 资源利用率: 运行, 准备, 闲散,下班 • 资源天/周利用报告 • 订单 • 排程订单延迟报告
4. 定义班次形式 • 第1步: 定义班次状态 • 在班上和下班(如, 停顿,维护等) 或 • 每班的人头数 (共享资源) • 第2步: 定义每个“天班次” 24 小时期间 • 在班上和下班的开始和停止时间 • 或人数开始和停止时间不清 (共享资源) • 第3步: 定义一7-天的班次形式 • 规定每周的天的 “天班次形式” • 可替换,定义XX-天班次形式 • 第4步: 分配班次给每个资源
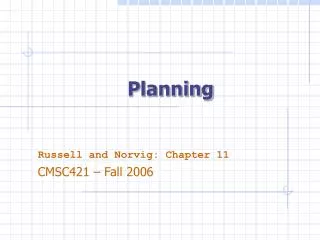
5.准备时间矩阵 • 第1步: 概念准备时间矩阵 • 行属性(如,尺寸或颜色) 和列属性值 • 第2步: 定义准备时间矩阵代码 • 定义缺省值和每一个单元值 班 (如, 准备时间) • 第3步: 分配准备时间矩阵代码和属性值给工序 (在物料清单的工艺明细里) • 标准产品资源清单 , 和依赖订单的物料清单 • 定制产品的资源清单 • 第4步: 分配模拟规则给资源 • 最少准备时间(对所有订单)和在时间偏置里的订单 • 最少准备时间& 系列值vs在时间偏置里的订单 • 系列值顺序 上升/下降/循环
5.准备时间矩阵 基于物料属性值: 尺寸 和颜色 颜色 黑 桔 红 黑 0 .4 小时 .9 小时 Orange .4 小时 0 .4 小时 尺寸 1.00” 2.00” 3.00” Red .9 小时 .4 小时 0 1.00” 0 2 小时 4 小时 2.00” 2 小时 0 2 小时 Additive: Time #1 + Time #2 3.00” 4 小时 2 小时 0 Max: Time #1 or Time #2
6.同步资源 • 应用适用: 在同样时间执行多个生产订单 • 烤炉, Slitters, 装载卡车 • 第1步: 定义同步资源的能力 • 关键属性 (如, 重量, 体积, 长度) • 第2步: 定义工序运行时间 (每一订单vs 每一物料) • 第3步. 分配匹配属性和数量给工序 (在Routing Detail) 在物料清单里 • 标准产品资源清单 , 和依赖订单的物料清单 • 定制产品的资源清单
7.无限资源 • 应用适用: 不考虑工作负荷的消耗时间 • 外加工工序 • 测试 (如, 高温老化) • 支持 “外加工工序” • 资源 =为 外加工供应商(和 “班次形式”) • 资源工序(为排程目的) 和数量 • 采购子项目 (为成本和采购目的) • 支持下一个 “共享主要资源” • 为人工的无限资源和为排程目地的“次要资源”
8.共享资源 • 应用适用: 处理人工的人头数和分配订单给共享(不考虑个人) • 第1步: 定义资源 • 可调整的共享= 在班里的不同人头数 • 第2步: 定义班状态和班次形式 • 在一班上,为每一个可能的人头变量 • 在一班上,为每一个可能的人头合并 • 第三步3: 用次要资源定义工序 • 也许需要一人工的无限的主要资源
为生产活动建立模型 • 主要和次要资源 • 工序顺序 • 顺序和平行工序 • 同步工序 (烤炉) • 工序Op匹配数量, 工序Op 匹配属性 , 资源能力 • 顺序影响准备时间 • 准备矩阵代码Id,准备矩阵属性 , 并发准备标志 • 基于物料属性的顺序 • 工序Op 系列值
为生产活动建立模型 • 拆分生产订单 • 工序Op数量 • 重叠工序 • 重叠工序Op 偏置(单位数量和时间) • 替换工序 • 资源组和优先资源 • 工序替代步骤和工序替代步骤时间限制 • 其他: 资源 • 瓶颈资源标志 • 允许尽早准备标志
ERP 和APS 集成 • 利用APS先平衡主计划(关键物料,关键路径) • 能力计划和无限负荷 • 设置资源班次形式 • 有限排程 • 上传一个主计划 • 运行MRP 产生采购信息 • 运行物料约束报告 • 派工清单和计划员行动 • 报告 • 父项接受 • 按工序的小时 • 按工序的单位完成数 • 针对资源组和实际资源的报告
案例1:烘箱工序 • 资源组 资源组资源组成员 烘箱类型 A (OVENA) WC[R]Oven #1 OVENA WC[R]Oven #2 OVENA WC[R]Oven #3 OVENA • 同步烘干处理 ~ 基于物料属性 • 物料: 物料类型和温度/时间循环 • 物料: 高度和体积属性 • 分配烘箱的高度和体积限制 • 其它问题 固定; 24/7 轮班形式 WC[R]OVEN-TYPEA 同步资源类型
烘箱工序 Bill of Materials/Resources Matl Type = 100 Temp Cycle= 441 Weight =1.33 Volume =1.25 Part #1 Part #2 100 441 2.25 1.67 30 WC[R]CLEANING 30 WC[R]CLEANING 20 WC[R]OVEN-TYPEA 24Hr 20 WC[R]OVEN-TYPEA 24Hr 10 WC[R]DEGREASE 10 WC[R]DEGREASE Part #1 Untreated Part #2 Untreated
案例2:绕线车间 • 资源组 ~ 制造能力 资源组资源组成员 小尺寸 (SM) WC[R]Line #1 SM,MD,LG WC[R]Line #2 SM,MD WC[R]Line #3 SM,LG WC[R]Line #4 SM 中尺寸 (MD) WC[R]Line #1 WC[R]Line #2 大尺寸 (LG) WC[R]Line #1 WC[R]Line #3 • 次要资源 • 空间, 操作员, 准备机器 WC[R]EXT-SMALL WC[R]EXT-MEDIUM WC[R]EXT-LARGE
1. Extruder (Plastic Pipe) Bill of Materials/Resources Diameter = 100 Color = BK SDR = 40 Pipe 1” Black Pipe 3” Black 500 BK 40 Pipe 5” Black 300 BK 40 FT FT FT WC[R]EXT-SMALL WC[R]EXT-MEDIUM WC[R]EXT-LARGE Plastic Pellets Plastic Pellets Plastic Pellets Resin Color Other Stuff LB LB LB Pipe 1” Red Pipe 3” Red Pipe 5” Red FT FT FT WC[R]EXT-SMALL WC[R]EXT-MEDIUM Plastic Pellets Plastic Pellets Plastic Pellets LB LB LB
案例3: 机加工 • 主要和替换资源 • 替换工序标识和时间限制 • 工序顺序和替换工序的生效日期 • 替换工序不同的运行率 • 次要资源 • 房间,操作员, 准备机器 • 对资源组的准备时间矩阵 • 定义准备矩阵代码Id; 分配给每一个资源组 • 在FS没有准备工序(和在一运行资源里用一准备资源) • 其他问题 • 工序时间 (联到工作中心资源组成) 和人工报告 • 工序批量 (MO来满足完成日期的排程段) segments
案例4:机加工 Bill of Materials/Resources 轴 #1 第一替换 资源 第二替换资源 主要资源 60 WC[R]FMFAP 50 WC[R]PLATING 40 WC[R]L2F WC[R]L3F 30 WC[R]SBR WC[R]SBR2 WC[R]KUM 20 WC[R]SSB WC[R]CNC 10 WC[R]MPS 钢材
总结 • 排程方法 • ERP和APS • Q&A