Download
1 / 63
630 likes | 951 Views
ISE 460/ETM 593 Facilities Planning & Design. Dr. Laura Moody Spring 2012. Chapter 1: Introduction. Background Types of layout problems. Chronological list of facilities planning & design activities. Chronological list of facilities planning and design activities.

E N D
ISE 460/ETM 593Facilities Planning & Design Dr. Laura Moody Spring 2012
Chapter 1: Introduction • Background • Types of layout problems
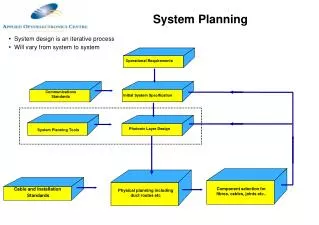
Chronological list of facilities planning & design activities
Chronological list of facilities planning and design activities
Chronological list of facilities planning and design activities
Chronological list of sustainable building design activities Source: http://www.thehistorycalendar.com/history-of-building-green.html
Facility Location Type, Number of Mat'l. Handling Devices Determining Flow of Products (People) Typical design and planning problems Type, Volume of Products to be Manufactured or Services to be Provided Determining Mat'l. Handling Methods Scheduling & planning of Jobs (Services) Layout of Equipment Within Each Cell Overall System Design Manufacturing (Service) Processes Required Layout of Machine (Service) Cells Inventory Control Design of Components (Services) Determination of Machine (Service) Cells Distribution of Goods Type, Number of Equipment Required Quality Control & Customer Service Process Planning Tooling, Fixture Determination
Levels of decisions • Strategic or Design or Long-term • Involves most or all of the process • Infrequent • Planning or Intermediate • A few of the blocks (cell layout, inventory systems, etc.) • Can happen relatively frequently (monthly/quarterly/semi-annually/etc.) • Operational or short-term • Involves one or two blocks at a time (e.g., scheduling, inventory control) • Can happen on a daily or weekly basis
Why is facilities layout important? • 20-75% of product cost attributed to materials handling (Sule, 1991 and Tompkins et al. 2003) • Layout of facilities affects materials handling costs • Facilities includes machines, departments, workstations, locker rooms, service areas, etc.
Why is facilities layout important? • Good layout increases productivity efficiency • Reducing congestion permits smooth flow of people and material • Space utilization is effective and efficient • Facilitates communication and supervision • Safe and pleasant working environment
Constraints in developing facilities layout • Some pairs of departments must be adjacent • Some pairs of departments must not be adjacent • Some departments only in specific locations • Existing building constraints • OSHA regulations, fire codes, etc.
Types of layout problems – Some examples • JIT manufacturer • Relayout of an existing facility • Relayout due to increased traffic (resulting from a merger) • Consolidation of manufacturing operations from two or more sites to one • Leasing of office space in a multi-story building • Find a better layout in existing space • Introduction of new product lines
Types of layout problems • Layout of a service system • Layout of a manufacturing facility • Warehouse layout • Nontraditional layout
Applications • Manufacturing • Healthcare • Service • Restaurants • Banks • Airports • Entertainment • Logistics and Distribution • Ports/Terminals • Distribution Centers
Types of Projects • New Facility • General Re-layout (retrofit) • Expansion due to new product(s) • Expansion due to sales growth in existing products • Re-organization of work areas (evolutionary design) • Outsourcing of logistics capability • Addition of automation technology • Problem elimination • Cost reduction • Product discontinuation
Staff Lounge X-Ray Room Records Room Dentist’s Room Orthodontist’s Room Oral Hygienist’s Room Oral Hygienist’s Room Men’s Rest Room Reception Women’s Rest Room Waiting Area Service system layout – Dentist’s office
Operations review for office layouts (Suskind, 1989) • Is the company outgrowing its space? • Is available space too expensive? • Is building in the proper location? • How will a new layout affect the organization and service? • Are office operations too centralized or decentralized? • Does the office structure support the strategic plan? • Is the new layout in tune with the company’s image • Does customer physically participate in service delivery?
Office structures • Closed structure • Semiclosed structure • Open structure • Semiopen structure
Teller Teller Teller Semiclosed structure
Manufacturing layout • Minimize transportation cost of raw materials, sub-assemblies, work-in-process inventory, tools, parts, finished products, etc. • Facilitate traffic flow • Improve employee morale • Minimize or eliminate risk of injury and property damage • Ease of supervision and face-to-face communication
Nontraditional layout • Keyboard layout • IC board layout • Computer disk storage layout • Airport gate layout
Chapter 2: Product and equipment analysis • Product analysis • Equipment selection • Personnel requirement analysis • Space requirement & availability
Data required for developing good layouts Product Analysis Process Analysis
Input data and activities • P – Product (what?) • Q – Quantity (how much?) • R – Routing (where?) • S – Support (with what?) • T – Timing (when?) What data are critical to the facility plan? Muther categorizes the information as:
Product analysis Bill of Materials Assembly Charts Engineering Drawing Operation Process Chart Route Sheet
Product design Driven by market demand • Based on • Function • Aesthetics • Costs • Materials • Manufacturing Methods • Key point • The product design MUST be finalized before designing the facility. Otherwise a flexible facility is needed.
Tools used in product design • Product/Part Drawings • 2-D, 3-D visualization • Exploded Assembly Diagrams
Tools used in process design A partial list (dependent on product and service): • Process Flowcharts and Process Maps • Make vs. Buy • Parts Lists • Bill of Materials • Route Sheets • Assembly Charts • Operations Process Charts • Precedence Diagrams
UPS Active Bins Parcel Post Picking Packing Receiving Shipping Reserve Storage Mono-gramming Next-Day UPS Embroid-ering Quality Assurance Back to Vendor Hemming Gift Boxing Process flowcharts
Is order complete? Prepare soup or salad order Give order to waiter Process maps Customer Waiter Salad Chef Dinner Chef N Place order Y Give soup or salad order to chef Prepare dinner order Give dinner order to chef Drink Get drinks for customer Eat salad or soup Deliver salad or soup order to customer Give order to waiter Deliver dinner to customer Eat dinner Receives check Deliver check to customer Gives payment to waiter Receive payment for meal Credit Cash or Credit? Cash Collect change, leave tip Bring change to customer Run credit card through Fill in tip amount Return credit slip to customer Collect tip
Make vs. Buy? BUY No Is it cheaper for us to make? Yes Can we make the item? Yes Yes Can item be purchased? Is the capital available? No No Yes No MAKE BUY BUY MAKE
Parts list • A listing of component parts.
Bill of Materials (BOM) • Many different types of “structured parts lists”
Route sheet Company: ARC Inc. Produce: Air Flow Regulator Part: Plunger Housing Part No. 3254 Prepared by: JSU Part No. 6/6/03
4150 3250 2200 3254 3253 3251 A-4 3252 4250 A-1 SA-1 A-2 A-3 3255 Assembly chart • Analog model of the assembly process. • Circles denote components • Links denote operations/subassemblies • Squares represent inspections operation • Begin with the original product and to trace the product disassembly back to its basic components. I-1 1050 Pack
Symbols for 5 basic manufacturing activities Operation Transportation Inspection Storage Delay
How much is required? Volume variety charts (aka, Pareto charts)
Production requirements – yield loss Pi – Production input to operation i si – Fraction of Pi lost (scrap) Oi– output of process i i Pi Oi Pisi
Production requirements – series systems . . . 1 2 n P1 On Pnsn P1s1 P2s2
Example • 5 processes in series • Need 2000 units out
Simple equipment selection model P desired production rate t time (in hours)to process one part machine time available (in hours) machine efficiency NM Number of units of the machine required
Simple equipment selection model Nol Number of good units at output of stage l Nil Number of units reqd at input of stage l Sl Scrap at stage l
Simple example 1. Consider a simple jobshop manufacturing system that makes three major “Class A” products requiring five types of machines. The three products include seven parts shown in Table 2.1. Table 2.1 also shows the time standards in units per hour. 2. Assume we an hour has only 55 minutes of productive time and that 5 minutes are lost due to operator or machine unavailability and machine downtime. 3. Dividing the value 55 by the values in Table 2.1, we get the as well as time per unit. 4. Determine the quantities of machines of each type required to make the standard time per unit. 5. Assuming 12000 “representative” parts are to be made and that only 440 minutes of productive time is available per shift, we can find that we need 4.9 units of machine A, 5.85 units of machine B, and 4.3 units of machine C. 6. Rounding up these numbers gives us 5, 6, and 5 units of machine types A, B, and C, respectively.