Download
1 / 28
300 likes | 940 Views
第三篇 项目三 MasterCAM 的 2D 刀路定义. 刀具:俯视 刀具:俯视 刀具:俯视 刀具:主视 构图:俯视 构图:主视 构图:侧视 构图:主视. 第一节 CAM 基础 一、 刀具平面和构图平面设定关系. 二、刀具原点、机械原点和备刀点 1 、刀具原点: 机床系统的加工原点。通常和绘图原点要一致。 2 、机械原点: 用来作为 G92 格式输出时其后所跟的起刀点坐标值。对 NC 程序的生成没有影响。 3 、备刀点: 刀具的进刀点和退刀点。. 三、共同的刀具参数设定

E N D
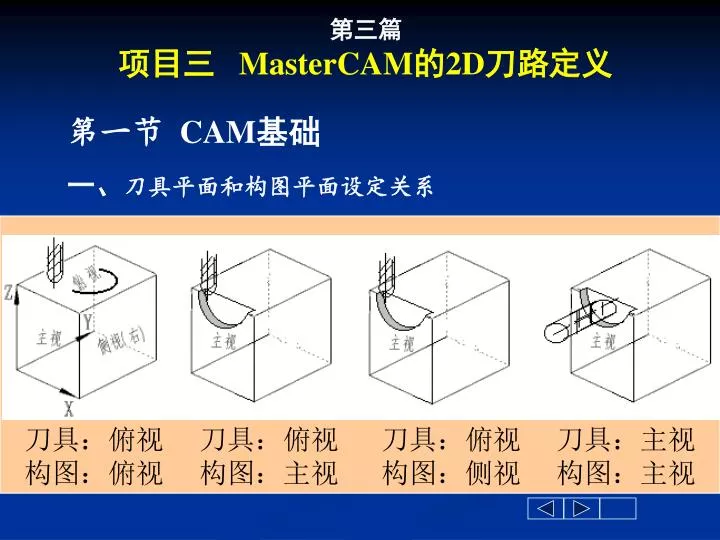
第三篇项目三 MasterCAM的2D刀路定义 刀具:俯视 刀具:俯视 刀具:俯视 刀具:主视 构图:俯视 构图:主视 构图:侧视 构图:主视 第一节 CAM基础 一、刀具平面和构图平面设定关系
二、刀具原点、机械原点和备刀点 1、刀具原点: 机床系统的加工原点。通常和绘图原点要一致。 2、机械原点: 用来作为G92格式输出时其后所跟的起刀点坐标值。对NC程序的生成没有影响。 3、备刀点: 刀具的进刀点和退刀点。
三、共同的刀具参数设定 • 当进行刀路定义时,无论采用何种加工方式,在选择需要的加工对象后,即自动弹出刀具参数设置对话框。
刀具号和刀具补偿号:系统将根据所选用的刀具自动地分配刀具号和刀具补偿号,但也允许人为地设置刀号。生成 NC 程序时,将自动地按照刀号产生 T xx M6 的自动换刀指令。 • 半径补偿号:当轮廓铣削时设置机床控制器刀补为左(右)补偿时,将在 NC 程序中产生 G41 D xx ( G42 D xx ) 和 G40 的指令。 • 刀长补偿号:将在 NC 程序中产生 G43 H xx ( G44 H xx )和 G49 的指令。 • 共同的刀具参数设定说明
进给率:这里将赋予刀具在XY平面内的进给速度,在NC程序中产生 Fxxxx指令。 • Z 轴进给率:赋予Z轴进刀切入时的进给速度。在NC程序中产生 Z__Fxxxx指令。 • 提刀速度通常和快进速度相当。 • 共同的刀具参数设定说明
共同的刀具参数设定说明 • 程序名称:即主程序番号。在 NC 程序中产生 O xxxx 的指令。若在某些方式的加工参数设定项中设定了使用子程序(副程式)的功能,则子程序番号将由系统自动产生。 • 起始程序行号和行号增量:指生成 NC 程序中行首的 N 代码的起始号和行号增量。 • 注:若不需要输出 N 指令,需要修改后处理文件,或通过程序编辑器来消除。
当使用平底刀具时,刀角半径 =0 ;曲面加工用球刀,刀角半径 = 球刀半径;圆鼻刀的刀角半径 < 刀具半径。 • 主轴转速:用以产生 NC 程序中 Sxxxx 指令。 • 冷却液:用以在程序中相应加工起始位置添加 M08 (或 M07 )、 M09 的自动开关冷却液的指令。 • 共同的刀具参数设定说明
参考高度: 初始Z坐标高度。 进给下刀高度: 刀具从工进转为快进的Z坐标高度。 要加工表面高度: 毛坯顶面所处的Z坐标。 铣削深度: 最终加工深度面的Z坐标。 • 工作高度设定及说明
2D 轮廓外形是指组成外形轮廓的所有线、圆弧、曲线等图素均位于同一构图面内。 • 第二节 2D外形铣削刀路定义
计算机刀补和机床(控制器)刀补: 主要用于 2D轮廓铣削的刀径补偿。 • 计算机刀补是指生成 NC 程序时是将整个轮廓按刀补方向均匀地向外或向内偏移一个刀具半径值后算出的刀心轨迹坐标,由此而产生的程序。 • 机床控制器刀补是指生成 NC 程序时还是按原始轮廓轨迹坐标生成程序,但在程序中相应的位置添加 G41 、 G42 、 G40 的刀补指令。 • 刀补位置:有刀尖和刀具中心两种选择。主要用于刀具长度 Z 方向的补偿设定,它仅影响球刀和牛鼻刀等成型刀的编程。 • 关于轮廓铣削参数的设定
刀具转角设定: 指在轮廓类铣削加工程序生成时,是否需要在图形尖角处自动加上一段过渡圆弧,主要针对于一些早期刀补功能还不完善的机床而设置的。 • 关于轮廓铣削参数的设定
刀补路径优化:该功能可消除在刀路中小于或等于刀具半径的圆弧段,以防止过切。 • 寻找相交性:该功能也是用以在进行电脑刀补计算时防止过切刀路的产生。如外形轮廓中的窄槽部位、交叠部位等。 • 线性误差:3D 圆弧外形和曲线外形铣削时需要设定。线性误差是将这类外形用空间直线进行逼近计算的逼近精度。 • 最大深度偏差:只用于 3D 外形铣削。当对 3D 外形进行刀补计算时,两线接点处的补偿轨迹可能有所偏差而交接不上,在此可设定其交接的允许偏差。 • 关于轮廓铣削参数的设定
深度方向的分层和轮廓径向的分次设定的主要参数是粗切间距、粗切次数、精切间距(精修量)、精修次数等 • 径向分次铣削和深度方向分层铣削
挖槽特有的参数-使用岛屿深度 • 使用岛屿深度:如果在一个凹槽中的岛屿具有和凹槽不同的顶面深度,则: • 当不设定使用岛屿深度时,刀路的计算将认为岛屿和凹槽同样高,即每铣一层都将避开岛屿,而不管实际岛屿顶面在何深度处。 • 当设定使用岛屿深度时,刀路的计算将考虑岛屿顶面的真实高度,如果岛屿顶面低于凹槽顶面,则在铣削至岛屿顶面前的每一层都将忽略岛屿的存在,在持续往下的分层加工中再避开岛屿
挖槽特有的参数 • 使用子程序:由于挖槽时,每一层的刀路基本相同,因此可考虑使用子程序编程的方法,这样可精简程序。但对每一层刀路不相同的挖槽加工来说,是无法使用子程序的。(比如设定锥度挖槽后就不能使用子程序编程方式。) • 锥壁设定 • 外壁锥度:用以设置槽形外边界周边的锥角。 岛屿锥度:用以设置岛屿周边的锥角。
挖槽方式说明 • 一般挖槽:常用的挖槽定义方式。只加工槽形外边界和岛屿间的部分 • 边界面再加工:较之一般挖槽方式而言,该方式还可将外槽形边界外的料切除掉 (切除量的多少受刀径重叠量的影响)。可用于中间有凸岛,四周有相对均匀余量的低凹类外形的铣削。。 • 用岛屿深度加工:同分层加工中使用岛屿深度选项,不需要进行分层设置即可保证加工到岛屿的实际高度。 • 残料清角:用于换上小直径刀具后,再次对凹槽加工时,专门用以对前次加工时刀具加工不到的角部残料进行清角加工。 • 开放式槽形加工:用于非封闭式(有敞口的)槽形的加工定义。
1、挖槽切削方式:有单向、双向行切、等距环切、平行环切、带清角的平行环切、依外形环切等多种方式。环切时可选择是由内向外环切或由外向内环切。1、挖槽切削方式:有单向、双向行切、等距环切、平行环切、带清角的平行环切、依外形环切等多种方式。环切时可选择是由内向外环切或由外向内环切。 2、粗切间距:取粗切间距 =(0.6~0.8 )D刀 ,以保证有一定的重叠量。 3、粗切角度:在双向或单向行切时需要设置,是指刀具来回行走时刀路与 X 正轴方向的夹角 4、刀具路径最佳化:用以优化绕过岛屿的刀具路线。 5、螺旋式 / 斜向下刀:由于常规立铣刀具不能上下垂直切入,所以可指定这类刀具从某一安全高度面开始以螺旋线方式或以斜线插入的方式向下切入。
6 、精修参数:精修是指最后绕整个槽形边界和岛屿边界的轮廓精修。 • 精修次数和精修余量:确定最后以指定的精修余量对整个周边进行指定次数的精修。 • 精修外边界:若不指定该项,精修将只局限于对整个岛屿的边界,指定该项,将同时精修外边界 • 7 、精修时机: • 分层挖槽时,默认的是每层都将进行精修,若设定“精修于最后深度”为有效,则将只在铣削到最后深度层时才精修。 • 多槽区加工时,从释放残余变形考虑,应 设定“所有的内腔都粗铣完成后再精修”,否则将是先分别粗、精铣完某一槽区域后,再去粗、精铣下一槽区域。
挖槽铣削的限制 1、除了特定的敞开式挖槽,其余的槽形铣削都要求槽形边界和岛屿边界都必须封闭。 2、所有图形使用定义一个内腔,并且所有的岛屿必须处于同一个构图平面上。
G81/G82 :适用于 h/d<3 的浅孔。若给定在孔底暂留的时间为非零值,则自动按 G82 生成程序(用于做沉孔座),否则按 G81 生成程序。 • G83/G73 :深孔啄钻 / 断屑钻。生成 NC 程序时,作为进刀间距参数( Q 后的值)而起作用的是第一步进间距。其它参数基本无效G84 :正向攻螺纹。 • G85/G86 :镗孔。 • G76 :精镗, Q 后的让刀值由提刀间距参数决定。 • 钻镗加工循环及其参数
对于多孔加工时,各孔位间加工的先后顺序的排列有很多类型可供选择,可在所有孔位都选择完成后点击菜单中的“选项”,再在弹出的对话框中根据需要设定。 • 如果在所选择的众多的孔中,有个别孔的深度值不同,可在选完后再点“编辑”,即可修改某些孔位点的各种 Z 深度值。 • 如果对同一批孔进行再次加工,如先钻孔、再攻丝或镗孔等,可在操作管理中使用刀路复制粘贴后再进行修改。 • 多孔加工
对于线条型凹字(单线字),可直接利用字符轮廓生成字符雕刻加工刀路。对于有一定线宽的方块凹字(双线字),需要采用挖槽的方式。 • 凸字加工可按带岛屿的型腔加工方法生成刀路。 • 若要在曲面上刻字,可先生成平面上刻字的刀路,再用投影加工将刀路投影到曲面上。或者直接用字型图案来作投影加工。 • 第五节、刻字加工