Download

1 / 50
1.52k likes | 3.15k Views
Faculty of Engineering Mechanical Engineering Department. Basic Workshop Processes. Abdou Abdel- Samad Lecture No. (9) Turning. Outlines. Various Processes Cutting and Non-Cutting Processes Machining Operation with Machine Tools Care and Maintenance of Machine Tools

E N D
Faculty of Engineering Mechanical Engineering Department Basic Workshop Processes Abdou Abdel-Samad Lecture No. (9) Turning
Outlines • Various Processes • Cutting and Non-Cutting Processes • Machining Operation with Machine Tools • Care and Maintenance of Machine Tools • Economical Production • Turning Operations • Turning Processes • Longitudinal, Transversal, Angular (taper), Profile and Thread turning • Turning Machines (Lathes) • Main Parts of the Turning Lathe • Headstock, Main Spindle, Carriage, Tail Stock and Lathe Bed • Turning Tools • Angles of the cutting tool • Checking of Tool Angles • Plan, nose and inclination angles of the turning tool • Type of Cutting Tools • Roughing, Finishing, Side, Parting-off, Profile, Threading and Boring Tools • Maintenance of Turning Tools • Clamping of Cutting Tools • Setting of Cutting Tools
General objective This lecture aims: to identify the most important parts of a lathe and their functions. to identify standard and quick change tool holders mounted on a lathe carriage. to explain the purpose of the rake and relief angles, and form tools. to explain the uses and care of independent and universal chucks. to explain the use of a face plate and face driver or drive center. to describe different types of tapers and the methods used to produce and measure them. to explain the correct uses of steadies and followers.
عمليات تشكيل السباكة السحب القص الحدادة الدرفلة
عمليات تشغيل النشر الخراطة الثقب الكشط التفريز
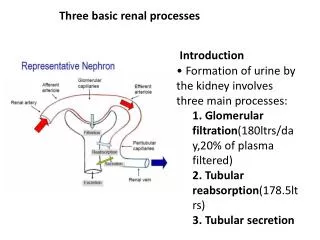
المثقاب Radial Drilling Machine Pillar Drilling Machine Bench Drilling Machine
Safety 2 Safety 3 Safety 1 Care and maintenance of machine tools • Do not start a machine of which the operation is not known. • Oil all hand lubricating points daily. • Before starting, check whether all levers are in the proper position. • Protect the guideways from foreign materials. • Bearing must not be allowed to run more than normal working temperature. • The electric motor must be protected from dust and moisture. • Clean the machine frequently. Do not use compressed air. • Pay attention to the posters displayed for accident prevention.
Economical production Economic manufacture means: • The workpieces must correspond to the demands regarding material, shape, accuracy to size and surface quality. • The manufacturing time must be as short as possible. • The cost of manufacture should be as low as possible, e.g. wear of tools and machines, consumption of raw materials and auxiliaries also power consumption should be very low.
Motions while turning سرعة القطع التغذية عمق القطع
الخراطة الطولية خارجية داخلية
الخراطة الوجهية (المستعرضة) خارجية داخلية
خراطة المسلوب خارجية داخلية
خراطة التشكيل خارجية داخلية
خراطة اللولب خارجية داخلية
Main parts of the turning lathe • فرش المخرطة • الغراب الثابت • الرسمة الطولية للعربة • الغراب المتحرك • صندوق تروس التغذية • عمود اللولب • عمود الجر • ذراع التشغيل
Speed levers Headstock (a) Main spindle (b) Engagement lever
Main spindle • With plain bearings • Main spindle • Head of the main spindle • Bearing bush • Ring nut • Thrust bearing • With roller & ball bearings Taper roller bearing Ball bearing Roller bearing
Carriage Saddle Cross-slide Compound-slide Tool holder Apron box
Tail Stock Spindle Sleeve Hand wheel Set-screw Base Clamping piece Clamping lever
Turning tools (a) Tool steel or high speed steel (b) Butt-welded high speed steel (c) Welded high speed steel or brazed cemented carbide (d) Diamond tip with holder a. Diamond b. Support c. Holder d. Seal
Cutting tool and workpiece • Shank (b) Tool point (c) Cut face (d) Machined surface • (e) Clearance face (f) Top face (g) Wedge (h) Cutting edge
Angles of the cutting tool ) Clearance angle ) Wedge angle ) Rake angle ) Cutting angle
Checking of tool angles Checking of the clearance angle Checking of the wedge angle
Plan, nose and inclination angles of the turning tool (a) Large plan angle (b) Small plan angle (c) Normal plan angle (45o) ) Plan angle ) Nose angle R) Thrust against the axis of revolution ) Inclination angle
Roughing Tools a) Left-hand b) Right-hand c) Left-bent d) Right-bent
Finishing Tools a) Straight finishing tool b) Wide face square nose finishing tool
Side Tools a) Left-hand b) Right-hand
Parting-off, Profile, Threading and Boring Tools a) Parting-off tool d) Threading tool d) Boring tool b) and c) Profile tool
Maintenance of turning tools Wrong Wright
Maintenance of turning tools The following instructions have to be observed while grinding: • The grinding wheel should run against the cutting edge. • The feed pressure should not be too much. • In case of wet grinding plenty of coolant should be used. • Concave grinding of the clearance face should be avoided. • Cutting angles should be tested with the grinding gauge. • Grinding wheels, which are untrue running or greasy, should be dressed with a wheel dresser. • Safety precautions should be observed.
Clamping of cutting tools Stress on the cutting tool by the cutting force F Tool post
Tool Holder Video Tool Post Video Clamping of cutting tools Clamping Plate Four-way tool post
Tool Setting 1 Tool Setting 2 Setting of cutting tools (a) Tool above center line (b) Tool on center line (c) Tool below center line Influence of setting the tool above or below the center line on the clearance and rake angles.
Setting of cutting tools The cutting tool must be clamped as short as possible.