Download
1 / 69
• 700 likes • 859 Views
Module Twelve: Designs and Analysis for Factorial Treatments. In most of experimental studies, through the brain storming and cause-effect diagram, we often find there are more than one factor that may have significant impact to the response variables.

E N D
Module Twelve: Designs and Analysis for Factorial Treatments • In most of experimental studies, through the brain storming and cause-effect diagram, we often find there are more than one factor that may have significant impact to the response variables. • For example, in our concrete strength study, three factors may be of equal importance for the compressive strength: • Type of sand (2) the amount of water and (3) the amount of cement • Our purpose is to determine the combination of sand size, amount of water and the amount of cement that will result the strongest compressive strength, as well as to determine the uncertainty due to each factor and uncertainty due to interaction of two or more factors. • In many engineering literatures, it is suggested to fix two factors and change the level of one factor. This approach is not very efficient nor is able to show the interaction effect between two factors. • Experimental design techniques will help us to identify the main effect of each factor, the interaction effects, and provide information to study the uncertainty due to individual factor as well as due the combined interaction effects.
Factorial Experiments with Two Factors We first consider the two-factor factorial design study. Consider the concrete compressive strength study: Purpose of the Study: To determine the effects of sand type and the cement/sand ratio (weight ratio) and their combined interaction effect. A concrete specimen is a standard 50 mm cube specimen. Treatment Design: Two factors to be studies are : Sand type and amount of cement in terms of the cement/sand ratio in weight. Two commonly used sand types are: Small and Large grain. Three different sand/cement ratios in weight are 2.50, 2.75 and 3.00. Experimental Design: A two-factor full factorial design is planned for the experiment. A total of 2x3 treatment combinations. For each treatment, six specimens, 50mm cube each, will be formed. The standard mixture of water will be applied. The compressive strength will be tested 28 days after the specimen are formed.
Statistical Models for the Two-Factor Factorial Design – Fixed Effect Model An appropriate statistical model to describe this design is:
What is an effect? Simple effect? main effect? Interaction effect? The effect of a factor is a change in the response caused by a change in the level of that factor. An effect can be expressed as a contrast. Three effects of interest are: Simple Effect of a factor: is a contrast between levels of one factor at a level of another factor. In this example, 20 – 40 = m11- m12 is a simple effect of factor B between levels B1 and B2 at Level A1 of factor A. Can you find the other three simple effects for the above example?
Main effect of a factor: is a contrast between levels of one factor averaged over all levels of another factor. The main effect of Factor A : m1.- m2. = (20+40)/2 – (50+14)/2 = -2 The main effect of factor B : The Interaction effect between two factors: is the difference between simple effects of one factor at different levels of the other factor. Consider Level B1: The change of A from Level A1 to Level A2 at Factor B = B1 is: 50-20 = 30, call is C1, which is the simple effect of factor A at B1 of factor B. Consider Level B2: The change of A from Level A1 to Level A2 for Factor B = B2 is: 14-40 = -26, call it C2, which is the simple effect of factor A at B2 of factor B. The interaction effect is the difference between C2 and C1 = -26-30 = -56
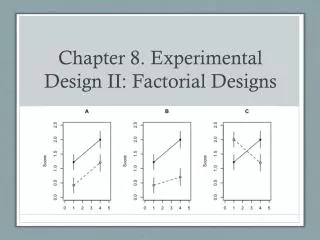
The changes for Factor from A1 to A2 are different between two levels of Factor B. This says that A and B are interacted. For this example, When B = B1, there is a huge increase in A from A1 to A2 of 30. However, when B = B2, there is a huge decrease in A from A1 to A2 of –26. In real world applications, this happens often. When fertilizer A is given to a field, the production increases from low dosage to high dosage. Similar situation for B. However, when A and B both are applied at the same time, the production may be decreased. This is the interaction effect of fertilizer A and B. When individual A and B work independently, each one has his/her progress. When both work as a team, the accomplishment can be much more than the sum of two independent workers, or possibly much less. This is interaction effect. The following figures demonstrates a several possible patterns of interaction between A and A factors, when both have two levels.
B=1 B=1 B=1 B=2 B=2 B=2 1 2 A 1 2 A 1 2 A B=1 B=1 B=1 B=2 B=2 B=2 1 2 A 1 2 A 1 2 A The following figures demonstrate some possible patterns of interaction between A and B for a 2x2 factorial design (a=2, b=2)
Analysis of Two-factors When response, yijk’s are observed, we need a method to estimate treatment effects: What is the main effect of factor A, factor B? What is the interaction effect? Is any if these effects significant? If a effect is significant, where are the differences from? If there is a control, is any other level of the factor significantly different from the control level? Do the responses show any interesting patterns in relation to the levels of a factor? And so on? We asked similar questions for one-factor analysis before. Many of the techniques applied there will be applied here as well.
Case Study: A lab testing of life time of a battery is planned. Three life time is thought affected by two factors:Plate Material for the battery and and Environmental temperature. Treatment Design: A plate material used for the battery, and the temperature of the environment. There are three types of plate materials common for battery. Three temperature levels that are common in real environment are chosen for the experiment. Experimental Design: A two-factor full factorial experiment is planned for the study. Nine treatment combinations will be tested. For each treatment combination, six batteries will be tested. This is a two-factor 3x3 full factorial design. The factors are fixed effects, since the levels of plate material and temperature are about the only choices for the study, although one can argue that temperature may not be fixed. Our interest is to compare the life time of the treatment, not about the variation of life time among different temperatures.
The life time data are (Data source: Montgomery, 1991): Row Matype Temp Life 1 1 15 74 2 1 15 130 3 1 15 155 4 1 15 180 5 2 15 126 6 2 15 150 7 2 15 159 8 2 15 188 9 3 15 110 10 3 15 138 11 3 15 160 12 3 15 168 13 1 70 34 14 1 70 40 15 1 70 75 16 1 70 80 17 2 70 106 18 2 70 115 19 2 70 122 20 2 70 126 21 3 70 120 22 3 70 139 23 3 70 150 24 3 70 174 25 1 125 20 26 1 125 58 27 1 125 70 28 1 125 82 29 2 125 25 30 2 125 45 31 2 125 58 32 2 125 70 33 3 125 60 34 3 125 82 35 3 125 96 36 3 125 104
Yijk is the lefe time. Factor A is Plate of Material (three levels) and Factor B is Temperature Three levels). Each response can be decomposed in terms of treatment effects that estimate the corresponding terms of the effect model. And Sum of Squares of all responses can then be partitioned accordingly:
This is the basis of the ANOVA table for two-factor models when replications are equal. Each sum of square component can be further decomposed based on the research interest. This is accomplished by setting up proper contrasts. The techniques we discussed for one-factor analysis can be extended here.
A typical procedure to conduct analysis for two-factor experiment • Conduct descriptive summary using both graphical and numerical techniques for detecting unusual observations and for demonstrating some interesting patterns that will be useful during the analysis. • Conduct the preliminary ANOVA analysis based on the raw data and residual analysis to check for the adequacy of assumptions, especially the constant variance and normality. Graphical methods are particularly useful here. • If transformation is needed, perform transformation, and conduct ANOVA analysis along with effect plots. If the result using the transformed data is very similar to that using raw data, use the raw data for the analysis. • Determine if further analysis is needed: • If interaction is significant (also closely examine the interaction plot to learn the interaction pattern), an analysis of simple effects of factor A (or B) at each level of factor B (or A) is recommended. • If main effect of a factor is significant, one should decide what further comparisons should be useful: Pairwise comparison, contrasts, trend analysis, comparison with control , and so on. (consult the one-way analysis for more details).
In the following, we will discuss the analysis of the Battery Life Time Testing Data (Data Source: Montgomery, 1991). We start with descriptive and graphical summaries. Recall the Case Study: Case Study: A lab testing of life time of a battery is planned. Three life time is thought affected by two factors:Plate Material for the battery and and Environmental temperature. Treatment Design: A plate material used for the battery, and the temperature of the environment. There are three types of plate materials common for battery. Three temperature levels that are common in real environment are chosen for the experiment. Experimental Design: A two-factor full factorial experiment is planned for the study. Nine treatment combinations will be tested. For each treatment combination, six batteries will be tested. A total of 3x3x6 life time data are recorded.
Variable Material N Mean Median TrMean StDev Life 1 12 83.2 74.5 79.8 48.6 2 12 107.5 118.5 107.7 49.0 3 12 125.1 129.0 126.7 35.8 Variable Material SE Mean Minimum Maximum Q1 Q3 Life 1 14.0 20.0 180.0 44.5 118.0 2 14.2 25.0 188.0 61.0 144.0 3 10.3 60.0 174.0 98.0 157.5 Variable Temperature N Mean Median TrMean StDev Life 15 12 144.83 152.50 147.60 31.69 70 12 106.8 117.5 107.3 42.4 125 12 64.17 65.00 64.60 25.67 Variable Temperature SE Mean Minimum Maximum Q1 Q3 Life 15 9.15 74.00 188.00 127.00 166.00 70 12.2 34.0 174.0 76.3 135.8 125 7.41 20.00 104.00 48.25 82.00
Bonferroni 95% CI for standard deviations Lower Sigma Upper N Factor Levels 20.9231 45.3532 357.644 4 1 15 10.8871 23.5991 186.096 4 1 70 12.3875 26.8514 211.743 4 1 125 11.8182 25.6174 202.012 4 2 15 4.0460 8.7702 69.160 4 2 70 8.8860 19.2614 151.890 4 2 125 11.9829 25.9743 204.827 4 3 15 10.4006 22.5444 177.779 4 3 70 8.8939 19.2787 152.026 4 3 125 Can you recall how the Bonferroni’s CI interval for siis conducted? How about Levene’s Test?
The corresponding ANOVA Table for Two-Factor Model Sum of Squares in the ANOVA table is the decomposition of SSTO into four components with the additive property: SSTO = SSA + SSB + SSAB + SSE And d.f. also satisfies the additive property: DF(Total) = DF(A) + DF(B) + DF(AB) + DF(E)
The F-statistics test the following hypothesis: Similar to what we saw in the One-way ANOVA case, these tests are determined based on the EMS (Expected Mean Squares). They are provided in the Minitab output. In analyzing the ANOVA results for two-factor models, we need to examine the Interaction effect before analyzing main effects. Since if there exists interaction effect, sometimes the results of main effects may be misleading.
Factor Type Levels Values Matype fixed 3 1 2 3 Temp fixed 3 15 70 125 Analysis of Variance for Life, using Adjusted SS for Tests Source DF Seq SS Adj SS Adj MS F P Matype 2 10633.2 10633.2 5316.6 7.98 0.002 Temp 2 39083.2 39083.2 19541.6 29.34 0.000 Matype*Temp 4 9437.7 9437.7 2359.4 3.54 0.019 Error 27 17980.7 17980.7 666.0 Total 35 77134.8 Unusual Observations for Life Obs Life Fit SE Fit Residual St Resid 1 74.000 134.750 12.903 -60.750 -2.72R 4 180.000 134.750 12.903 45.250 2.02R
Expected Mean Squares, using Adjusted SS Source Expected Mean Square for Each Term 1 Matype (4) + Q[1, 3] 2 Temp (4) + Q[2, 3] 3 Matype*Temp (4) + Q[3] 4 Error (4) Error Terms for Tests, using Adjusted SS Source Error DF Error MS Synthesis of Error MS 1 Matype 27.00 666.0 (4) 2 Temp 27.00 666.0 (4) 3 Matype*Temp 27.00 666.0 (4) Variance Components, using Adjusted SS Source Estimated Value Error 666.0 Q(1,3) is a Quadratic function of aiand (ab)ij Other terms are derived based on similar approaches. Three F-tests all use the Source (4) as the error term. The only variance component
The trend of the life time is clearly going shorter when temperature increases. However, the trends are different for different types of material. Material three maintains its high life time until very high temperatures. Material 1 and 2 sharply decrease from low temperature to middle temperature. when temperature increases, Material 2 is affected by temperature the most. All three types of material show much longer life time at low temperature, at much shorter life time at high temperature environment. However, the performance varies greatly at middle temperature. Material Three seems to perform well at middle temperature as well.
Normality seems to be fine. There is a slight evidence that there is larger variation at higher life time. When temperature is low, life time is higher, and also a somewhat larger variation among life time. There is a slight evidence, material one seems to have larger life time variation.
Least Squares Means for Life Matype Mean SE Mean 1 83.17 7.450 2 107.50 7.450 3 125.08 7.450 Temp 15 144.83 7.450 70 106.75 7.450 125 64.17 7.450 Matype*Temp 1 15 134.75 12.903 1 70 57.25 12.903 1 125 57.50 12.903 2 15 155.75 12.903 2 70 117.25 12.903 2 125 49.50 12.903 3 15 144.00 12.903 3 70 145.75 12.903 3 125 85.50 12.903 These least square means are the same as the sample means when sample size is the same. How to compute the SE Mean? Where do we use it? This is the estimated standard error of Mean from sample data, which has the form: Can you compute the SE of 12.903 for each treatment combination?
What is next? Now, we have conducted an ANOVA analysis, and checked that assumptions. Both normality and constant variance assumptions seem to be fine. The interaction is significant. Main effects are also significant. We have some observations about the patterns related to interaction effect. The main effects indicate: Three materials produce battery with very different life time. The higher the temperature is , the lower the life time. So, what is next? There are two major tasks in data analysis: estimation and comparative testing. Measuring uncertainty is an estimation problem. While hypothesis testing is a comparative problem. What is next depending on the interest of the study. In measuring uncertainty, we may be interested in determining the uncertainty of the experimental error, response mean due to a factor, response of treatment combination, or even uncertainty of mean difference between two factor levels. IN comparative testing, we may be interested in pairwise comparison, contrasts comparison, trend analysis and so on. In the comparative testing, we need to estimate the uncertainty of the measurement we are comparing as well.
For the Battery Life Time study, we will conduct each of these to demonstrate how to measure uncertainty and how to conduct comparative analysis. 1. Since the interaction is significant, we would conduct a simple effect comparison. It may be more interested in comparing material type at each temperature. Each of these multiple comparisons involves three pair-wise comparisons: For (1), the three comparisons are We can apply Tukey’s pair-wise multiple comparison procedure for this purpose: (Recall Tukey’s method: HSD(k,a) = q(a,k,df)
Matype*Temp ( ) 1 15 134.75 12.903 1 70 57.25 12.903 1 125 57.50 12.903 2 15 155.75 12.903 2 70 117.25 12.903 2 125 49.50 12.903 3 15 144.00 12.903 3 70 145.75 12.903 3 125 85.50 12.903 At Temperature = 15, three comparisons for Material Type:
Hands-on Activity • Conduct a Tukey’s Multiple Comparison procedure to compare three types at Temperature = 700. • Conduct a Linear and Quadratic Trend analysis of responses in relation to Temperature for the Material Type 2. • (Hint: Orthogonal Polynomial Coefficients for three levels: are • Linear: -1, 0, 1 Quadratic: 1, -2, 1 • 3. Conduct a Tukey’s pairwise comparison for the Material Type. • 4. If one is interested in quantifying the uncertainty of individual observation, yijk, what is s.d. of yijk? • 5. If one is interested in quantifying the uncertainty of Mean response of each material type, what is it?
An interesting question for the Battery Life Time study is: Is the trend of Life time in relation to Temperature for Material Type 1 different from that for Material Type 2? The question is: Do these three linear lines have the similar slopes. That is, If the rates of change of life time from Low temperature to High Temperature are similar or not. The slower rate change means the life time is less sensitive to the temperature.
ANOVA Table with Sum of Squares Decomposition Analysis of Variance for Life, using Adjusted SS for Tests Source DF Seq SS Adj SS Adj MS F P Matype 2 10633.2 10633.2 5316.6 7.98 0.002 C1 1 SSC1 C2 1 SSC2 Temp 2 39083.2 39083.2 19541.6 29.34 0.000 Linear 1 SSL Quadratic 1 SSQ Matype*Temp 4 9437.7 9437.7 2359.4 3.54 0.019 C1*Linear 1 SS(C1*L) C2*Linear 1 SS(C2*Q) C1*Quadratic 1 SS(C1*Q) C2*Quadratic 1 SS(C2*Q) Error 27 17980.7 17980.7 666.0 Total 35 77134.8
This Sum of Squares partitioning technique is very useful , especially when we are interested in a specific part of the effects. The method is based on Contrasts. SSA = SSC1+SSC2 and DF(A) = DF(C1) + DF(C2) SSB = SSL + SSQ and DF(B) = DF(L) + DF (Q) SSAB = SS(C1*L) + SS(C2*L) + SS(C1*Q) + SS(C2*Q) The question : Do the three linear response lines in relation to Temperature have the similar slopes? Can be answered using the sum of square decomposition technique. This is simply to test if the combined two contrasts of of (C1*Linear) and(C2*Linear) is significant or not. How do I know that? Since C1*Linear + C2*Linear = Type*Linear(Temp). This information indeed reflects the linear pattern of temperature at different Material Types.
From the ANOVA point of view, we are trying to test part of the interaction effect. When we observe the data information, the question we ask here is the same as the following: Are L1, L2 and L3 significantly different? One can apply pairwise comparison technique such as Tukey’s method to make three comparisons. We have learned how to do this. Or one can use the Sum of Squares partition technique to test if Material Type*Linear(Temp) is significant or not. We will discuss this techniques by hand and by Minitab. We will use the contrast techniques to solve this problem by hand, and show how to do this using Minitab.
Determine the Sum of Square for Linear(Temp)*Material Type • Material Type has three levels. This means we can partition the Material Type into two orthogonal contrasts. Two meaningful orthogonal contrasts for comparing Material Type could be: • C1: A contrast for comparing Type 1 with Type 3. • C2: A contrast for comparing Average of Type 1 and Type 3) with Type 2. • How to set up contrasts for these two comparisons? • How do I know these two comparisons are orthogonal? Sum of Squares for each contrast is The multiple, br, is the number of observations used to compute NOTE: One can partition the two df of Material Type using different set of orthogonal contrasts as wish.
Similarly, the trend of temperature is a contrast: Sum of Squares for each contrast is The multiple, ar, is the number of observations used to compute How about the interaction between C1(Type)*Linear(Temp) and C2(Type)*Linear(Temp) If we can obtain the Sum of Squares for each of the Interaction term, Adding these two together, it is the Sum of Squares for the (Material Type)*Linear(Temp)
Determine Sum of Square of C1*Linear and C2*Linear for the Life Time Study It is important to understand that an interaction term such as C1*Linear is still a CONTRAST. If we know how to set a proper contrast for C1*Linear, we can determine the corresponding SS. How to set up a proper contrast for C1*Linear? As we know a contrast is just a weighted sum of the mean responses.
The contrast for C1*Linear is The corresponding estimate from sample is
Matype*Temp ( ) 1 15 134.75 12.903 1 70 57.25 12.903 1 125 57.50 12.903 2 15 155.75 12.903 2 70 117.25 12.903 2 125 49.50 12.903 3 15 144.00 12.903 3 70 145.75 12.903 3 125 85.50 12.903 Determine SS(C1*L) for the Battery Life Case The estimate of the contrast C1*Linear is (134.75 - 57.5 - 144.0 + 85.5) = 18.75 The SE(C1*L) is
Hands-On Activity • Set up the contrast for C2*Linear. • Estimate the C2*Linear contrast, compute the corresponding Sum of Squares, and SE of the estimate. • Add the SS of C1*L and C2*L together and conduct an F-test to test if the Material Type*Linear(Temp) significant or not, and make an appropriate conclude of this F-test.
Use Minitab to to conduct a general linear model analysis You must specify the model terms in the Model box. This is an abbreviated form of the statistical model that you may see in textbooks. Because you enter the response variable(s) in Responses, in Model you enter only the variables or products of variables that correspond to terms in the statistical model. Minitab uses a simplified version of a statistical model as it appears in many textbooks. Here are some examples of statistical models and the terms to enter in Model. A, B, and C represent factors. Case Statistical model Terms in model Factors A, B crossed yijk = m + ai + bj + abij + ek(ij) A B A*B Factors A, B, C crossed yijkl = m + ai + bj + ck + abij + acik + bcjk + abcijk + el(ijk) A B C A*B A*C B*C A*B*C 3 factors nested (B within A, C within A and B) yijkl = m + ai + bj(i) + ck(ij) + el(ijk) A B(A) C(AB) Crossed and nested (B nested within A, both crossed with C) yijkl = m + ai + bj(i) + ck + acik + bcjk(i) + el(ijk) A B(A) C A*C B*C
Models with covariates You can specify variables to be covariates in GLM. You must specify the covariates in Covariates, but you can enter the covariates in Model, though this is not necessary unless you cross or nest the covariates (see table below). GLM allows terms containing covariates crossed with each other and with factors, and covariates nested within factors. Here are some examples of these models, where A is a factor. Case Covariates Terms in model test homogeneity of slopes (covariate crossed with factor) X A X A*X same as previous X A | X quadratic in covariate (covariate crossed with itself) X A X X*X full quadratic in two covariates (covariates crossed) X Z A X Z X*X Z*Z X*Z separate slopes for each level of A (covariate nested within a factor) X A X(A)
Rules for Expression Models • * indicates an interaction term. For example, A*B is the interaction of the factors A and B. • ( ) indicate nesting. When B is nested within A, type B(A). When C is nested within both A and B, type C(A B). Terms in parentheses are always factors in the model and are listed with blanks between them. • Abbreviate a model using a | or ! to indicate crossed factors and a - to remove terms. • Terms in parentheses are always factors in the model and are listed with blanks between them. Thus, D*F (A B E) is correct but D*F (A*B E) and D (A*B*C) are not. • Also, one set of parentheses cannot be used inside another set. Thus, C (A B) is correct but C (A B (A)) is not. • An interaction term between a nested factor and the factor it is nested within is invalid. • Examples of what to type in the Model text box • Two factors crossed: A B A*B (or enter A|B for a full factorial model.) • Three factors crossed: A B C A*B A*C B*C A*B*C (or enter A|B|C for a full factorial model). • Three factors nested: A B(A) C(A B) • Crossed and nested (B nested within A, and both crossed with C): A B(A) C A*C B*C(A) • When a term contains both crossing and nesting, put the * (or crossed factor) first, as in C*B(A), not B(A)*C
Use Minitab to conduct Sum of Squares partitions – the Battery Life Case • The following is the Minitab command that is used to produce the result. • This is created by using the Pull-down Menu and enabling the commands. • GO TO Editor and choose ‘enable Commands’ will provide you the actual Minitab program in the output. • MTB > GLM 'Life' = Matype Temp Temp*temp Matype*temp Matype*temp*temp; • SUBC> Covariates 'Temp'; • SUBC> Brief 1 . • This model enables us to conduct the sum of square partitions as we discussed here. • Steps for running Minitab procedure: Generalized Linear Model: • Go to Stat, choose ANOVA, then select ‘General Linear Model’. • In the dialog box, enter Response variable. In the Model box, enter • Matype Temp Temp*temp Matype*temp Matype*temp*temp • Choose ‘Covariate’ and enter ‘Temp’ as covariate. • 3. For other selections, please consult the One-Way analysis.
The ANOVA results produced by Minitab using the model statement: MTB > GLM 'Life' = Matype Temp Temp*temp Matype*temp Matype*temp*temp; SUBC> Covariates 'Temp'; SUBC> Brief 1 . General Linear Model: Life versus Matype Factor Type Levels Values Matype fixed 3 1 2 3 Analysis of Variance for Life, using Adjusted SS for Tests Source DF Seq SS Adj SS Adj MS F P Matype 2 10633.2 1178.7 589.3 0.88 0.424 Temp 1 39042.7 1406.3 1406.3 2.11 0.158 Temp*Temp 1 40.5 40.5 40.5 0.06 0.807 Matype*Temp 2 2315.1 7066.9 3533.4 5.31 0.011 Matype*Temp*Temp 2 7122.6 7122.6 3561.3 5.35 0.011 Error 27 17980.8 17980.8 666.0 Total 35 77134.8 Temp : Linear, Temp*Temp: Quadratic, Matype*Temp : Type*Linear(Temp), Matype*Temp*Temp: Type*Quadratic(Temp)
Hands-on Project The yield of a chemical process is suspected to be affected by the pressure and temperature of the process. Each factor has three choices in the chemical process. Pressure: 200, 215 and 230. Temperature: Low, medium and high. A factorial experiment with two replications is performed. The yield data are collected: Row Pressure Temp Yield 1 200 Low 90.4 2 200 Low 90.2 3 200 Medium 90.1 4 200 Medium 90.5 5 200 High 90.3 6 200 High 90.8 7 215 Low 89.8 8 215 Low 89.6 9 215 Medium 90.1 Row Pressure Temp Yield 10 215 Medium 90.2 11 215 High 90.8 12 215 High 90.7 13 230 Low 90.6 14 230 Low 90.8 15 230 Medium 90.2 16 230 Medium 90.5 17 230 High 90.3 18 230 High 90.0 Conduct a proper analysis and make some recommendations based on the findings.
Two-Factor Design – Random effect model Through cause-effect diagram and team discussion, it was suspected that the surface finish of a metal part is influenced by the feed rate and the depth of cut. The variability is of a particular concern, since uneven metal finish will result leaking of the finish products using this metal. Three feed rates and four depths of cuts are randomly chosen. A factorial experiment with three replications is performed. The surface roughness is measured and recorded. The lower the roughness, the better the surface. Row Depth Feed Rough 1 0.12 0.20 74 2 0.12 0.20 68 3 0.12 0.20 60 4 0.12 0.25 90 5 0.12 0.25 85 6 0.12 0.25 89 7 0.12 0.30 99 8 0.12 0.30 106 9 0.12 0.30 103 10 0.14 0.20 79 11 0.14 0.20 67 12 0.14 0.20 75 Row Depth Feed Rough 13 0.14 0.25 99 14 0.14 0.25 102 15 0.14 0.25 94 16 0.14 0.30 107 17 0.14 0.30 106 18 0.14 0.30 98 19 0.16 0.20 80 20 0.16 0.20 84 21 0.16 0.20 86 22 0.16 0.25 91 23 0.16 0.25 95 24 0.16 0.25 98 Row Depth Feed Rough 25 0.16 0.30 99 26 0.16 0.30 105 27 0.16 0.30 100 28 0.18 0.20 99 29 0.18 0.20 102 30 0.18 0.20 103 31 0.18 0.25 108 32 0.18 0.25 111 33 0.18 0.25 99 34 0.18 0.30 111 35 0.18 0.30 110 36 0.18 0.30 106
Statistical Model for tow random effect factor Factor Experiment The levels of two factors are randomly chosen, and the variability among levels are the main concern. This is clearly a random effect model. The variance components are the main interest. An appropriate model is: