Download
1 / 3

E N D
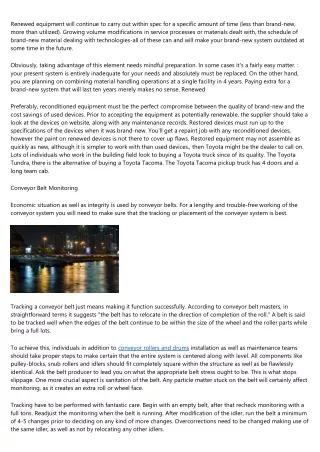
An Intro to Diminish Wrap Machinery The shrink wrap process includes 2 stages-- the enveloping of the pack in diminish wrap either completely or partly and-- the application of heat to the diminish wrap film which activates the product's memory of its non- stretched molecular chains. The application of diminish wrap can be divided into 2 primary types-- transit and display. Transit The purpose of transit packaging is to provide the lowest cost alternative for product packaging. The material utilized is almost exclusively polyethylene, which will supply the suitable strength at the lowest readily available cost. A common application is the collation of specific packs with or without tray support. The most regular usage of the forgoing involves the product packaging of an amount of cans or bottles or cartons for circulation. The devices used involves a sleeve or bundle sealant working in combination with a diminish tunnel. 2 rolls of material produce a sleeve of movie around the pack, which is then processed through the tunnel. Normally, these open sleeves do not cause any drawbacks to the pack integrity although a modification can be made to the tunnel where an effort is made to have the hole closed through excess, annealed movie. A considerable amount of automation is offered for this procedure so that one might find a full range of manual, semi and fully automatic sealants and at rollers and drums optimum through-put, one can discover lines with speeds of as much as 200 packs per minute. The processing of polyethylene is identified by the requirement for the shrink wrap film to reach a nearly melt state, after which cooling will offer substantial additional shrink. As a repercussion, tunnels need specific cooling gadgets if raised output speeds are needed. All of this devices might be used to cover specific packs where collation is not required however a degree of protection is needed. Applications may differ from radiators through to workplace doors and bolts of cloth. Show The identical procedures are likewise used but with display shrink film where products have a natural requirement to use a sleeve. Gift wrap and wallpaper rolls fall into this category. The principles stay the same although both the sealant and tunnel will be customized to accommodate private rolls with appropriately little diameters. Turning to mainstream screen applications, the main characteristic is using a total wrap. In every single case, the sealer needs to now produce a flat, two-dimensional bag around the product. This bag and the product are then processed through a diminish tunnel to attain the preferred result. At the most fundamental level, this is achieved utilizing an L-Sealer and folded movie. The seal is completed and the pack placed on the tunnel conveyor. Automation is used to the seal head and also to the pack assistance. The seal process and the removal of the pack to the tunnel become automated. Complete automation of an L-sealer will allow packs to be instantly fed into the movie and through to the sealer.
Manual vs. Automatic Over the last couple of years, there has been a basic polarisation of the above devices into handbook and fully automatic, with fairly few makers being used in semi-automatic kind. A manual maker will produce in the order of 10 packs per minute whilst a fully automatic will produce in the order of 20 packs per minute and there is reasonably little speed benefit to be gained from a semi-automatic sealant. Expenses also have a significant impact here because entry level equipment can be purchased at substantially less than 2000 pounds whilst fully automatic shrink wrap equipment can be acquired at significantly less than 20,000 pounds. The conventional use of a manual sealer and tunnel has been considerably minimized by the use of combined seal and shrink devices, typically referred to as chamber equipment. These machines have a particularly small foot print and operate usually from single stage. The sealant head incorporates a plastic enclosure whilst heat is saved within the unit so that a combined seal and diminish can happen. The maximum output that can be accomplished from a fully automated sealer will be in the order of 25-35 packs per minute. As a consequence, both side seal and flow wrap devices are utilized to use speeds approaching 100 packs per minute. The method stays the same as ever-- to wrap the pack in a 2 dimensional bag of shrink wrap film. Regularly, flat movie is used although folded movie is still applied by a number of devices. The sealant will be able to process private packs at a much higher rate through the capability to seal at an appropriately higher rate. Cross seals include the seal gadget travelling with the pack whilst side seal or overlap seal mechanisms enable movie to be sealed continuously. These exact same machines may be used to other bagging requirements-- in particular the mailing of publications. Equipment can be particularly customised to benefit from any diminish wrap movie's particular attributes to permit a suitable pack to be accomplished. One example of the foregoing is the modification of this process to allow for modified environment packaging of food utilizing barrier diminish movie. The devices used involves a sleeve or bundle sealer working in conjunction with a diminish tunnel. Two rolls of material produce a sleeve of film around the pack, which is then processed through the tunnel. The similar processes are likewise used however with display shrink film where products have a natural requirement to use a sleeve. The standard usage of a manual sealant and tunnel has been considerably minimized by the use of combined seal and diminish makers, typically referred to as chamber devices. The sealer head incorporates a
plastic enclosure whilst heat is kept within the unit so that a combined seal and diminish can take place.