Download
1 / 13
160 likes | 498 Views
Dichte r [g/cm³] 7,25 7,0...7,7 2,7 1,8. Werkstoff GGL GGV Al Mg. Massenred.- potential [%] theor. real 0 10 0 20...30 62 40...55 75 55...65. 4-Zylinder. 6-Zylinder. 8-Zylinder. 12-Zylinder. Massenreduzierungspotential bei Werkstoffsubstitution. 4. AL-ZKG und Laufflächen.

E N D
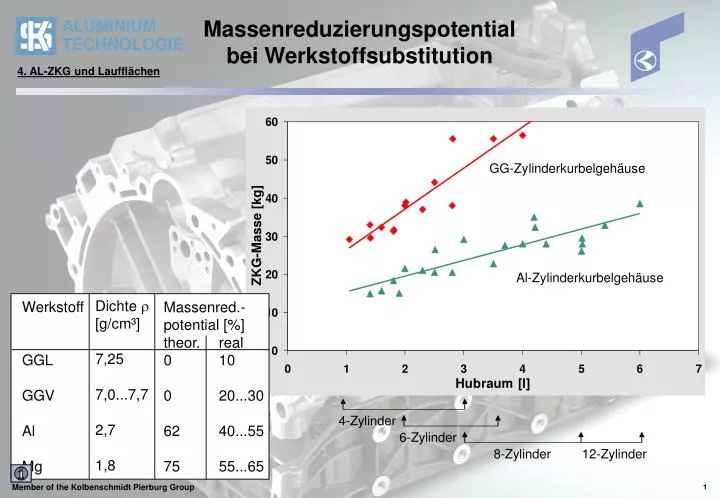
Dichte r [g/cm³] 7,25 7,0...7,7 2,7 1,8 Werkstoff GGL GGV Al Mg Massenred.- potential [%] theor. real 0 10 0 20...30 62 40...55 75 55...65 4-Zylinder 6-Zylinder 8-Zylinder 12-Zylinder Massenreduzierungspotential bei Werkstoffsubstitution 4. AL-ZKG und Laufflächen
Konzept - Kriterien • Kompatibilität • Motorfunktion • Hauptabmessungen • Motorkenngrößen • Weiterentwicklungspotential • Umweltaspekte • Recycling • Stückzahl p.a. / Kosten ZKG-Konzept Konzeptbausteine 4. AL-ZKG und Laufflächen • AlSi-Legierungen • untereutektisch (Si < 12%) • eutektisch (Si = 12%) • übereutektisch (Si > 12%) Al-Gießverfahren • Bauart/konstruktive • Merkmale von Al-ZKG • Open-deck • Closed-deck • Deep Skirt • Block + Bedplate • „Hochintegration“ • Ausformbarkeit in Stahl • Hinterschnitt-Konturen Gießform Sand SPM Stahl Gießverf. Schwer- X X X kraftguß Nieder- X X X druckguß Druck- X guß Squeeze- X Casting • Zylinderlauffläche • Monolithisches ZKG • Buchsen • Beschichtung • MMC lokal
Aluminium-Zylinderkurbelgehäuse monolithisch quasi-monolithisch heterogen übereutektische Al-Si-Legierung(ALUSIL®) lokales Werkstoff-Engineering beschichtete Zylinderbohrungen Buchsen Laserlegieren mit Silizium galvanisch Ni-SiCDispersion trocken nass PVD-DünnschichtTiAlN, TiN AL-Matrix-Verbundwerkstoff (LOKASIL®) einge- gossen einge- schrumpft slip-fit thermisches Spritzen Grauguss Rauguss ALUSIL AlSi/PM Grauguss beschichtet Ni-SiC- Dispersion Zylinderlaufflächen-Technologien 4. AL-ZKG und Laufflächen
Eingegossene Graugußbuchse (Standard-Ausführung) Verklammerung Raugußbuchse mit Aluminium-Umguß Im Druckguß eingegosseneGG-Buchsen 4. AL-ZKG und Laufflächen
Schnitt durch Lokasillauffläche Gefügebild einer Lokasillauffläche LOKASIL®-Konzept 4. AL-ZKG und Laufflächen
Laufschicht • Eisenbasis • Mischhärte 500 HV • 7 - 10 % Porosität • Grundwerkstoff AlSi9Cu3 • porenarm (ND-Guss) Zylinderbohrung mitPlasma-Beschichtung 4. AL-ZKG und Laufflächen
Gefüge mit ca. 8-10 vol% primär ausgeschiedenem Silizium (Korngröße 20 - 60 (70) µm) ALUSIL®-Konzept (Legierung AlSi17Cu4Mg) 4. AL-ZKG und Laufflächen
ALUSIL®-Gefüge (unterschiedliche Vergrößerung) 4. AL-ZKG und Laufflächen
Niederdruck-Kokillenguß 4. AL-ZKG und Laufflächen • Keine Legierungs-Einschränkungen • Vollständig wärmebehandelbare ZKG • ALUSIL® nach Stand der Technik an Nieder- • druck-Kokillenguß gebunden • Einsatz von Sandkernen möglich (Closed- deck)
Bewertung Aluminium-Gießverfahren 4. AL-ZKG und Laufflächen • Druckguß (0/-) • kostengünstiges Massenfer- • tigungsverfahren (R3-/R4-Mot.) • dünnwandig, Versteifung durch • aufwendige Rippenstrukturen • sehr schnelle Erstarrung • („Skin“-Effekt) • aber • Beschränkung auf Open-deck- • Bauweise1) • prinzipbedingte Gasporosität: • bedingt stabilisierbar • keine Festigkeitssteigerung • größerer Langzeit-Zylinder- • verzug • 1) Einsatz druckgußfester Kerne absolute • Ausnahme • Sandguß (+) • weitgehende Konstruktions- • freiheit • einfachere Integration zusätz- • licher Funktionsmerkmale • Vermeidung von Materialan- • häufungen • aber • viele komplex gestaltete • Sandkerne: • Toleranzproblematik • Kosten / Investitionen • begrenzte Möglichkeiten der • Beeinflussung der Erstarrung • Feinkörnigkeit (kleinerer DAS) • erfordert eingeformte Kühleisen • Umwälzung großer Sand- • mengen (Recycling) Kokillenguß (+) wirtschaftlich bei Minimum an Sandkernen (idealerweise nur WaMa/Closed-deck) aktive Beeinflussung der Er- starrung: gezielte Kühlung Niederdruck-Kokillenguß gerichtete Erstarrung geringe Porosität (beschich- tungsfähig) aber längere Erstarrungszeit weniger Rippen, gröber, mas- siver, diagonal/vertikal keine optimalen DAS-Werte bei Anschnitt im Lagerstuhl- bereich (Alternative: „Seiten- anschnitt“)
Vor- und Nachteile des ALUSIL®-Konzepts 4. AL-ZKG und Laufflächen • Bauteil aus einem Guß • Zylinderlaufflächen inklusive • Geringeres Gewicht, keine schweren GG-Buchsen • Kompaktes Design • minimale Stegbreite zwischen den Zylindern min. Zylinderabstand (Motorbaulänge) • Bessere Wärmeleitung / thermische Entlastung • Keine Spaltbildung zwischen Buchse und Umguß • Hohe spezifische Leistung / geringer Motorkühlungsaufwand • Schnellere Motorerwärmung (günstiger auf Kaltstartemissionen) • Geringerer Zylinderverzug (thermischer u. Langzeitverzug) • Keine lokale Spaltbildung • Geringe Eigenspannungsproblematik • Kein Bimetall-Effekt • Keine Wanddickentoleranzprobleme (Buchsen) • Günstige Auswirkung auf Ölverbrauch / Blow-by
Vor- und Nachteile des ALUSIL®-Konzepts 4. AL-ZKG und Laufflächen • Optimale Zylinderlauffläche • Keine zusätzliche Zylinderbewehrung (Grauguß) • Äquivalente Verschleißfestigkeit • Hohe Freßsicherheit, geringe Reibung • Optimiertes Zylinderlaufflächen-Finish • Reduzierter Kolbenringverschleiß • Günstige Auswirkung auf Ölverbrauch und Blow-by (HC-Emission) • Günstige akustische Eigenschaften • Höherer Elastizitäts-Modul (höhere Steifigkeit) • Wärmeausdehnungskoeffizient ähnlich wie beim Kolben • reduziertes Kolbenspiel, kleiner als bei Standard-Legierung • kleineres Hauptlagerspiel • Problemloses Recycling • Kein Qualitätsverlust durch Eisen-Aufnahme der Schmelze (Legierung)
Gesamtbewertung des ALUSIL® Konzepts: • Hervorragende technische Performance • Gewichtsersparnis • Funktionstechnische Vorteile • hohe Integrationsdichte • Wettbewerbsfähiges Konzept ab V6-ZKG Vor- und Nachteile des ALUSIL®-Konzepts 4. AL-ZKG und Laufflächen Nachteile gegenüber Standard-Legierung / eingegossene Buchsen • Bestimmte Legierungseigenschaften: • Spröder Werkstoff (Grauguß ebenso) • Schwieriger zu vergießen (Know-how) • Etwas höhere Legierungskosten als Basis-Legierung AlSi9Cu3 (Sekundärlegierung 226) • Etwas höhere Bearbeitungskosten (PKD-Schneidwerkstoffe, beschichtete Gewindebohrer) • Kolbenschaftbeschichtung erforderlich