Download
1 / 31
440 likes | 1.18k Views
Bhopal Disaster. Bhopal 3/12/84 Release of toxic gases from a Chemical Plant Worst Industrial Disaster in History Up to 4,000 dead, 500,000 affected. Thanks to Ann-Marie McSweeney, John Barrett & Jacinta Sheehan Ware Department of Process Engineering, UCC. Bhopal Disaster.

E N D
Bhopal Disaster Bhopal 3/12/84 Release of toxic gases from a Chemical Plant Worst Industrial Disaster in History Up to 4,000 dead, 500,000 affected. Thanks to Ann-Marie McSweeney, John Barrett & Jacinta Sheehan Ware Department of Process Engineering, UCC
Bhopal Disaster ACCIDENT OVERVIEW • A pesticide plant in India produced the compound Methyl Iso Cyanate (MIC) as an intermediate product in the process. • MIC is an extremely toxic and unstable substance and even in very small quantities is fatal. • Large quantities of the MIC were stored in steel tank. The tank had many safety features to maintain the product in a safe and stable form. • Economic pressures meant that most of these features were abandoned to save money. • Water, inadvertently entered the storage tank and caused an exothermic, runaway reaction to occur. • The MIC boiled up and MIC vapour was expelled through the bursting disc vent. • The scrubber and flare stack were in-operational so the MIC vapour was discharged directly to atmosphere. • The wind carried it as a plume over the adjacent city of Bhopal where the victims were living.
Bhopal Disaster PLANT & PROCESS DESCRIPTION • The Union Carbide plant at Bhopal produced the product ‘Sevin’ an insecticide for spraying on crops. • The capacity of the plant was 5,000 tonnes of Sevin per annum. It commenced full production in 1980. • The factory was located at the northern end of the town of Bhopal in what was originally a relatively sparsely populated area. • Over the years though unplanned urban growth meant densely populated suburbs were allowed to be built at the southern edge of the factory. The prevailing wind was from the North.
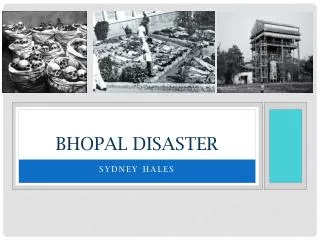
Bhopal Disaster PLANT VIEW
Bhopal Disaster PLANT VIEW Picture illustrates proximity of plant to residential urban neighbourhood.
Bhopal Disaster PLANT VIEW Picture shows the plant as it is today.
Bhopal Disaster PROCESS DESCRIPTION There were five main process areas on site: • Carbon Monoxide Production Carbon plus Oxygen to Carbon Monoxide • Phosgene Manufacturing Plant Carbon Monoxide plus Chlorine to Phosgene • Methyl Isocyanate Plant Phosgene plus Methyl Amine to MIC • Alpha Napthol Plant • Sevin Plant MIC plus Alpha Napthol to Sevin MIC was produced by reacting Phosgene with Methyl Amine and separating out the MIC by distillation. The liquid MIC was then pumped to storage tanks.
Bhopal Disaster PROCESS DESCRIPTION
Bhopal Disaster PRODUCT DESCRIPTION Although only MIC and Phosgene were implicated in the disaster, the plant was characterized by the production and storage of a large number of very dangerous compounds.
Bhopal Disaster PRODUCT DESCRIPTION
Bhopal Disaster PRODUCT DESCRIPTION Methyl Isocyanate(MIC) CH3NCO Molecular Weight M = 57 Boiling Point at atmospheric pressure b.p. = 39 C It is a colourless, highly volatile liquid at room temperatures with a vapour twice as dense as air. MIC is a toxic gas attacking the skin, eyes, respiratory systems and internal organs. It is more lethal than Chlorine or Phosgene. MIC is both volatile and unstable at higher temperatures and can breakdown exothermically to give out large amounts of heat. For safe handling, it must be maintained at about 0 C
Bhopal Disaster PRODUCT DESCRIPTION Chlorine Cl2 Molecular Weight M = 71 Boiling point at atmospheric pressure b.p. = - 35 C. It is a greenish yellow gas at room temperatures with vapour 2.5 times as dense as air. It is a toxic gas that attacks the lungs and other soft tissue.
Bhopal Disaster PRODUCT DESCRIPTION Phosgene (Carbonyl Chloride) COCl2 Molecular Weight M = 99 Boiling point at atmospheric pressure b.p. = 8 C. It is a volatile liquid or colourless gas at room temperatures with vapour 3.5 times as dense as air. It is a toxic gas that attacks the lungs and other soft tissue. Note both Chlorine and Phosgene were used extensively in WW1 as poison gases.
Bhopal Disaster PRODUCT DESCRIPTION Carbon MonoxideCO Molecular Weight M = 28 It is a colourless, odourless, non-irritating, permanent gas slightly less dense than air. It is moderately toxic and kills by interfering with the blood oxygen transport mechanism.
Bhopal Disaster CONTAINMENT DESCRIPTION There were three identical MIC storage vessels all built from stainless steel, type 304. The tanks were mounded in earth and the mound covered with concrete. The disaster had its origin in one of these, tank 610. The tank was horizontal, cylindrical in orientation with a diameter, D of 2.43 m and length, L of 13 m. Approximate Nominal Volume, V Actual capacity would have been less than this taking into account internal fittings, etc.; possibly 55 m3.
Bhopal Disaster CONTAINMENT DESCRIPTION – MIC Storage Tank
Bhopal Disaster MIC STORAGE TANK Picture shows the tank as it is today.
Bhopal Disaster MIC Storage Tank Picture shows a section of the tank after the incident in an upturned position.
Bhopal Disaster TANK PRESSURE / STRESS DESIGN Normal Storage Pressure 0.2 bar g Design Pressure 2.72 bar g Hydraulic Test Pressure 4 bar g Estimated Rupture Pressure 10 to 12 bar g The membrane stress in the tank wall is proportional to the pressure; the rupture pressure should correspond to the ultimate tensile strength of the material (SS 304). Given the large margin between the normal storage pressure and the rupture pressure, it is clear that membrane stresses will be very low.
Bhopal Disaster TANK SAFETY FEATURES • A Nitrogen line was connected to the tank to transfer the product by inert pressurization of the headspace. This could also be used to maintain a positive pressure inside the tank and thus prevent the ingress of unwanted liquids. • The tank was fitted with a pressure relief valve and rupture disc. The vent line from the valve exhausted into a scrubbing tower filled with caustic soda (NaOH). This would neutralize the MIC to form Sodium Isocyanate. Any residual gas from the scrubber was sent to a 30 m tall flare stack where it would be burned off.
Bhopal Disaster TANK SAFETY FEATURES • There was an external coiled jacket on the vessel through which coolant (freon / chloroform) was recirculated. This was to keep the vessel contents at 0 C and thus prevent any adverse exothermic reactions occurring. • Tanks were not to be filled above the 50 % mark so that in the event of dangerous chemical reactions occurring, solvents could be pumped in to quench the reactions. The operating philosophy was that the tanks should only hold the minimum amount of MIC necessary for Sevin production; they were not to be used for stockpiling.
Bhopal Disaster ACCIDENT DESCRIPTION Pipe Cleaning Procedure As part of routine procedures, the pipes leading from the MIC distillation column to the storage tanks were regularly flushed with pressurized water. MIC and any associated products can be quite corrosive and could form corrosion deposits in the pipe. These deposits would contaminate the MIC in the tanks and could initiate unwanted reactions. During cleaning, valves in the product lines were to be closed and a blank or slipblind placed in the product line leading to the storage tank to prevent contamination. However the valves, although closed, were not sealing properly because of corrosion and the maintenance crew forgot about the blank. It appears that about 1000 kg of water plus metal debris entered tank 610. Assuming all the previously described safety features were operative, this should not have been a catastrophic occurrence.
Bhopal Disaster ACCIDENT DESCRIPTION Schematic view of pipe washing procedure indicating location of the relevant valves and pipe blank.
Bhopal Disaster IN-OPERATIVE SAFETY FEATURES The plant had been operating at a loss for the previous year due to lower than expected demand for the product. The plant was not running continuously but intermittently. A cost cutting programme of work had been implemented: • The refrigeration system had been turned off about six months previously to save on operating costs; this was the prime protection system. • The caustic scrubbing tower was inoperative and the flare had been partly dismantled. • Valves on the Nitrogen line were defective due to unsatisfactory maintenance. • Lax operating routines meant that tanks were allowed to be filled above the 50 % mark.
Bhopal Disaster TANK EXOTHERMIC REACTION Tank 610 contained 42 tonnes of MIC. Exothermic chemical reactions between the water and MIC began in the tank. Gases including Methyl Amine, Carbon Dioxide, Phosgene and others were amongst the products of these reactions and they pressurized the vessel. Corrosion of the tank walls would also have been exacerbated and the released iron may have catalysed further runaway reactions. The pressure rose from the normal storage pressure of 0.14 bar g, up to 2 bar g and then onto 3.5 bar g and beyond. The temperature rose from ambient (20 C) up to 60 C and beyond. The MIC liquid in the tank began to boil vigorously and MIC vapour, under pressure traveled up the pipes leading from the tank. A small leak of MIC developed at a valve in one of the lines. The tank began to rumble and creak in its concrete casing.
Bhopal Disaster TANK EXOTHERMIC REACTION The main safety valve blew at a pressure in excess of 3.5 bar g and a jet of MIC traveled up the scrubbing tower and escaped out the top. The tank itself expanded with the heat, burst the concrete casing and was ejected upwards to topple over. A second pipe then ruptured releasing a second geyser of MIC. From a mechanical point of view it is worth noting that the tank itself did not rupture.
Bhopal Disaster TOXIC CLOUD DISPERSION A vapour cloud about 100 m wide was formed above the plant consisting of the toxic gases MIC, Phosgene, Hydrogen Cyanide and Methyl Amine. It was carried by a north-westerly wind over adjacent parts of the town to the south of the plant where most of the victims died from respiratory failure. As a test exercise the vapour concentration surrounding the plant could be approximately modelled by a Gaussian plume model A knowledge of wind speed is required for the model; on the night in question wind conditions were light. Could take a wind speed of 5 m/s.
Bhopal Disaster TOXIC CLOUD DISPERSION c Concentration of vapour in air kg/m3 J Rate of emission kg/s y Cross wind diffusion coefficient m z Vertical diffusion coefficient m u Wind speed m/s x Distance downwind of source m y Distance left to right from source m z Distance vertically upwards from source m
Bhopal Disaster TOXIC CLOUD DISPERSION The diffusion coefficients depend upon the weather conditions at the time The actual vapour concentrations predicted by the model could be compared to the LD50 value; for example for phosgene this is 19 ppm.
Bhopal Disaster CONCLUSIONS There were a number of clear contributory factors that caused this disaster. 1] Factory Siting A plant producing a variety of very dangerous compounds was sited: a) too close to a residential area b) on the wrong side with respect to the prevailing wind. 2] Large Product Inventory Total storage capacity of MIC was in excess of 150 m3. When dealing with such toxic products, the amount at hand should always be minimized.
Bhopal Disaster CONCLUSIONS 3] Abandonment of Safeguards Economic problems and the resultant pressure to save money lead to the shutting down of vital safety systems. If the factory was uneconomic it would have proved a more sensible option to shut it down. 4] Medical Unpreparedness Not enough information on the toxicity of the factory’s products and lack of knowledge of treatment in the local hospitals. The factory should have been much more pro-active in liasing with the municipal authorities in preparing an emergency evacuation plan.