Download
1 / 35
360 likes | 703 Views
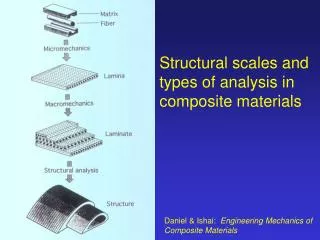
Learn how fillers and fibers alter thermoplastic materials, increasing properties like stiffness and stability. Understand the advantages and disadvantages of various fillers and fibers for composite materials.

E N D
KEY POINTS: After reviewing the Fibers, Fillers, and Reinforcements plastics presentation, students should: • Be able to explain the property changes associated with adding fillers and fibers to thermoplastic materials • Be able to name several fillers and fibers as well as the advantages and disadvantages of each
Overview In many applications, thermoplastic materials are not the ideal material for the job. They either are not strong enough or they don’t possess the dimensional stability required. By adding fillers, we can increase the dimensional stability and stiffness of the material – we make it harder for the polymer chains to slide past one another.
Overview By adding certain reinforcing fibers, we can drastically increase the mechanical properties of the material. Adding reinforcing fillers and fibers to some commodity plastics can increase their properties to an extent that they may be used to replace a more expensive engineering plastic. In some other cases, fillers are added just to act as a resin stretcher – the make it go further. It’s kind of like watering down the kool-aid at your stand so you have more to sell.
Fillers and Reinforcements Solid materials which are added to polymers to increase bulk or improve properties. • Generally inorganic • Inert fillers/extenders increase bulk and reduce cost • Active fillers produce specific improvements in resin properties – reinforcement fillers. • Some fillers form chemical bonds with the polymer they are reinforcing. Carbon black – crosslinks elastomers.
Fillers and Reinforcements (continued) • Other fillers act merely by taking up space • At surface of filler – molecules form valence bonds with the polymer molecules. • Immobilization and possible orientation of polymer segments • Increase in Glass Transition Temperature Wrong –the Tg is a function of the structure of the polymer , the filler will increase the service temp., but the Tg remains the same • Increase in stiffness of the material • Uniform distribution of fillers is important • Want as much surface area of the filler in contact with the polymer • MPS (Mean Particle Size) will affect the degree of stiffness Image of the Hubble Deep Field
Fillers and Reinforcements (continued) Property Improvements Any filler will increase some properties Modulus of Elasticity (Stiffness) WHY?
Fillers and Reinforcements (continued) Using extender fillers primarily results in changes in polymer properties: • Increase in Density • Increase in Modulus of Elasticity, Compressive and Flexural Yield Strength • Decreased shrinkage • Increased hardness and improvement in surface quality (?) • Increased HDT • Lower temperature dependence of mechanical and physical properties • Reduced cost
Fillers and Reinforcements (continued) Using reinforcing fillers primarily results in changes in polymer properties: • Tensile strength at yield and break • Increase in Modulus of Elasticity, Compressive and Flexural Strength • Increased HDT • Lower temperature dependence of mechanical and physical properties • Decreased Shrinkage • Improvement in creep behavior • Reduction of viscoelastic yield under load • Partial improvement in impact strength
Fillers and Reinforcements (continued) Considerations when specifying fillers • Optimum particle size distribution • Possible catalytic activities at filler’s surface • Bonding properties with plastics’ matrix • Abrasive action in processing machinery • Properties of the compound • Problems with industrial safety • Cost Disadvantages of fillers are usually attributed to the directional effect of fillers – effects are magnified in one direction, but lessened in the other – WHY???
Fillers and Reinforcements (continued) Types • Calcium carbonate (CaCO3) (Chalk) • Mostly used as an extender – most important filler used • Low cost • High chemical purity • Does not form agglomerates • High degree of whiteness – Pastel colors – Vinyl siding • Mildly abrasive – gentle on machinery – toothpaste • Good dispersion • Increase in stiffness and Modulus of Elasticity
Fillers and Reinforcements (continued) Types • Calcium carbonate • Reduced Shrinkage • Improvement of surface finish • Lower plate out • Increased impact strength (coated grades) • Improved stability and aging resistance (coated grades) • Nontoxic, odorless, heat resistant up to 600º F • Low cost ($140/Metric ton) Image courtesy of heyyu
Fillers and Reinforcements (continued) Types • Silicates (glass spheres –hollow or solid) (Fibers will be covered later) • Uniform shape • Transparent • Compression resistant • High thermal stability • Do not have a big effect on material flow
Fillers and Reinforcements (continued) Types • Silicates (continued) • Distribute stresses • Provide uniform shrinkage • Increase tensile and compressive strength – also flexural modulus • Commonly used with a silane coupling agent • Hollow spheres add less weight to finished articles
Fillers and Reinforcements (continued) Types • Talc – used a lot in PP • Very finely ground talc has a nucleating effect • Increase in stiffness and flexural modulus • Reduction of creep • Improves HDT and dimensional stability • Improves shrinkage – reduces warpage • Increases surface hardness • Good thermal conductivity
Fillers and Reinforcements (continued) Types • Talc – used a lot in PP • Decrease in tensile and impact properties • Lower MFR • Changes color – brown tint • May not be suitable for contact with food • Pure products are $$$$ • Abrasive
Fillers and Reinforcements (continued) Types • Kaolin – hydrated aluminum silicates • Improves electrical properties and chemical resistance • Lowers crack tendency • Improves shock resistance • Improves surface quality • Improves permeability of base material Nanocomposites
Fillers and Reinforcements (continued) Types • Mica • High stiffness • High dimensional stability at elevated temps • Good dielectric properties
Fillers and Reinforcements (continued) Types • Other fillers • Precipitated Calcium Carbonate – finer particle size, very pure, more $$ • Dolomite – more abrasive, less weather resistance than CaCO3 • Gypsum – Calcium Sulphate – increased acid resistance • Asbestos – greatly increases stiffness – health hazard
Fillers and Reinforcements (continued) Types • Other fillers (continued) • Carbon Black - conductivity • Graphite - lubricant • Metal Flake - conduction • Magnetic fillers
Fibers Glass, Aramid, and Carbon fibers are the only fibers of importance for the reinforcement of plastics. • Processed as textile fibers • Possess a large length to diameter ratio (l/d>10) • Possess sufficient strength and flexibility
Fibers – Glass (continued) Textile Glass Fibers – fine fibers with almost uniform, mainly round cross section, obtained from molten glass • Textile glass fibers • Glass filament – textile glass fiber of practically unlimited length with defined fiber diameter drawn from molten glass • Staple glass fiber – textile glass fiber of finite length (spun fiber) and defined fiber diameter obtained from molten glass by mechanical means or by the use of gaseous media
Fibers – Glass (continued) • 90% of glass fibers is E-glass (Aluminum Boron Silicate Glass). Other specialty glasses are available for specific applications • R and S glass fibers for increased strength – 50% higher • ECR glass for high acid resistance • Zirconium oxide for high alkaline environment • D-glass for improved dielectric properties • C-glass to build up anticorrosion layer against aggressive media.
Fibers – Glass (continued) • Surface Treatment – usually applied to the glass during the drawing process • Lubricants, coupling agents, and other additives • Affect the processing properties and reinforcing effects in plastics. • Safety – Nontoxic and ecologically safe. Only issues are skin irritation on contact and inhalation.
$ Fibers – Glass (continued) • Costs – additional costs incurred by using glass include the added compounding and using specialized equipment to process. • PE, PS, and PVC are generally not reinforced – improvements in mechanical properties do not justify the additional cost • When using PA, PC, PET, PBT, and POM the cost is usually justified. • In PP, SAN, and ABS the glass fiber reinforced form possesses properties that approach those of engineering plastics. • Generally the addition of glass reduces the toughness of a polymer. $ $ $ $
Fibers – Glass (continued) • Critical fiber length • The linkages in the fiber/resin interface must allow the forces to be conducted to the molding • Critical fiber length is mainly dependant on either interfacial shear strength or filament diameter • Critical length = tensile stress/(2*interfacial shear stress)
Fibers – Glass (continued) • Considerations • Lower energy costs – Why? • Faster cycle times – Why? • 40% of reinforced plastics used in automotive • Shear forces must be kept low during processing • Don’t want to break up the fibers – reduce the strength of the components
Fibers – Glass (continued) • Advantages • Increased Strength • Increased stiffness • Increased HDT • Reduced Shrinkage • Reduced coefficient of thermal expansion • Increased dimensional stability • Reduced cycle times • Reduced weight • Disadvantages • Reduced impact strength • Directional warping • Increased abrasion • Reduces surface appearance quality
Fibers – Carbon Carbon Fibers • Produced from either Polyacrylonitrile (PAN) or pitch (mainly pitch) • Forms • Filament yarns (woven) – 1-320k filaments (1-12k used in plastics) • Short fibers – 3-6 mm long • Safety considerations • Special exhaust units used to evacuate dust • Dust is highly conductive and electrical equipment • Skin irritation
Fibers – Carbon (continued) Carbon Fibers • Advantages • Increased strength • Increased extension at break • Increased modulus (stiffness) • Electrical conductivity • Reduced coefficient of thermal expansion • Reduced weight
Fibers – Aramid Aramid Fibers • Melt at 500ºC • Two forms • Unoriented – type A • Oriented – higher modulus – type B • Types • Kevlar • Nomex • Will absorb moisture – properties will fail in a strongly acidic or alkaline environment
Fibers – Aramid (continued) Aramid Fibers • Forms • Filament yarns (woven) – 125-5k filaments • Spun fibers – 40-60 mm • Short fibers – 6 mm long • Pulps • Safety considerations • Special exhaust units used to evacuate dust • Dust is flammable and can ignite • Skin irritation
Fibers – Aramid (continued) Aramid Fibers • Advantages • Increases strength • Increased modulus • Reduced coefficient of thermal expansion • Reduced weight • Greatly increased impact strength at elevates stress rates – antiballistic • Lubricational effect when surfaces containing Aramid fibers rub together
Fibers – Miscellaneous Miscellaneous Fibers • Ceramic fibers – high temperature, very abrasive • Aluminum Silica • Aluminum Oxide • Silicone Carbide • Zirconia Silica • Metal Fibers – high strength, abrasive • Aluminum • Nickel • Stainless Steel • Polymer Fibers • Nylon • PP • PET • PE
Fillers, Fibers, and Reinforcements (composite materials)Questions?