Download
1 / 26
260 likes | 395 Views
HAZ and Heat Input. Basic Metal Structures. III. Interstitial Atom. II. Substitutional Atom. I. Pure Metal. Basic Metal Structures. I. Simple Cubic. II. Body Centered Cubic (BCC). III. Face Centered Cubic (FCC). Al, Cu, Ni. Fe, Cr. Temperature. % C. Iron-Carbon Diagram.

E N D
Basic Metal Structures III. Interstitial Atom II. Substitutional Atom I. Pure Metal
Basic Metal Structures I. Simple Cubic II. Body Centered Cubic (BCC) III. Face Centered Cubic (FCC) Al, Cu, Ni Fe, Cr
Temperature % C Iron-Carbon Diagram
Mechanical Mixtures Lamellar Coarse Pearlite Slow Cooling High Ductility Low Strength Fine Pearlite Moderate Cooling Moderate Ductility Moderate Strength Bainite Rapid Cooling Low Ductility High Strength
Martensite Body Centered Tetragonal BCT Very Rapid Cooling Martensite Carbon has no chance to diffuse Metastable Phase Acicular (Needle) Structure Lowest Ductility Highest Strength
Tempered Martensite Heating from Martensite Carbon gets able to diffuse Some relaxation. Restore ductility Keep strength at moderate levels
HT Annealing Normalizing Oil Quenching Water Quenching Temperature Time
Tempering Temperature Time HT
Solidification Coarse Grain Size Liquid Fine Grain Size
Dendrites Solidification
Welding Zones Temperature % C
Welding Zones Temperature
Temperature HAZ Temp. Preheat Welding Zones
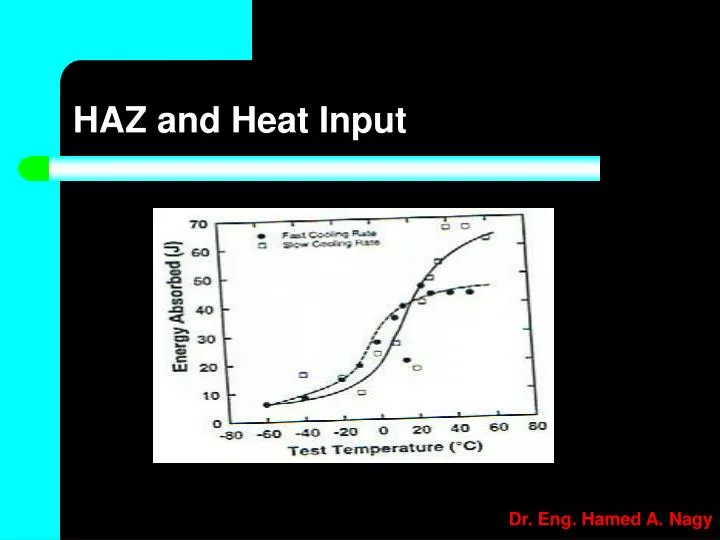
Welding Zones • Two factors can control the rate of cooling: • 1- Heat Input • Power • Traveling Speed • 2- Preheat
Welding Zones Three factors can not be controlled: 1- Carbon Equivalent 2- Thickness 3- Thermal Conductivity.
Without Clamping Distortion and Residual Stresses
Stress Strain Distortion and Residual Stresses
Distortion and Residual Stresses Stress Strain
Distortion and Residual Stresses Stress Strain