Download
1 / 35
400 likes | 1.15k Views
Solvent Extraction Application in Non-Ferrous Metals Recovery. SYMPOSIUM ON SOLVENT EXTRACTION REVISTED – IIP & IIChE 05-06 FEBRUARY 2010 NEW DELHI. HYDROMETALLURGY.

E N D
Solvent Extraction Application in Non-Ferrous Metals Recovery SYMPOSIUM ON SOLVENT EXTRACTION REVISTED – IIP & IIChE 05-06 FEBRUARY 2010 NEW DELHI
HYDROMETALLURGY Hydrometallurgy is part of the field of extractive metallurgy involving the use of aqueous chemistry for the recovery of metals from ores, concentrates and recycled or residual materials. Hydrometallurgy is typically divided into three general areas: • Leaching • Solution Concentration and Purification • Metal Recovery
LEACHING • Leaching involves the use of aqueous solutions containing a lixiviant ( liquid medium that selectively extracts the desired metal from the ore or material to be leached rapidly and completely and from which the desired metal can then be recovered in a concentrated form ) which is brought into contact with a material containing a valuable metal. • The lixiviant in solution may be acidic or basic in nature. • The type and concentration of the lixiviant is normally controlled to allow some degree of selectivity for the metal or metals that are to be recovered. • In the leaching process, oxidation potential, temperature, and pH of the solution are important parameters and are often manipulated to optimize dissolution of the desired metal component into the aqueous phase.
Solution Concentration And Purification • After leaching, the leach liquor must normally undergo concentration of the metal ions that are to be recovered by solvent extraction. • Additionally, some undesirable metals may have also reported into solution during the leach process. • The solution is often purified to eliminate the undesirable components. The processes employed for purification include: • Precipitation • Cementation
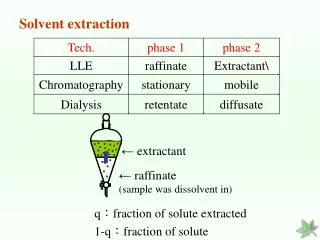
Solvent Extraction • A mixture of an extractant in a diluent is used to extract a metal from one phase to another eg LIX 64. • In solvent extraction this mixture is often referred to as the "organic" because the main constituent (diluent) is some type of oil eg. Kerosene. • The PLS (pregnant leach solution) is mixed to promote contact with the stripped organic and allowed to separate in Mixer Settler. • The valuable metal will be exchanged from the PLS to the organic. • The resulting streams will be a loaded organic and a raffinate.
SOLVENT EXTRACTION - STRIPPING • Before electro-winning, the loaded organic is then mixed to promote contact with a lean electrolyte and allowed to separate in mixer settler • The metal will be exchanged from the organic to the lean electrolyte. • The resulting streams will be a stripped organic and a rich electrolyte. • The organic stream is recycled back to the solvent extraction section • Rich electrolyte is sent to Electro-winning section after filtering to arrest any entrained organic.
ELECTROWINNING • Electro-winning involves the recovery and purification of metals using electrodeposition of metals at the cathode. • The resulting products are metal cathode and lean electrolyte • The lean electrolyte is cooled and recycled back for stripping unit. • Metal cathode sheets are sent to for melting and casting
Application Of Solvent Extraction In Metals • The practice of hydrometallurgy contains examples of a great number of diverse solvent extraction processes. • Solvent extraction of metals such as copper, uranium, cobalt and nickel, besides being of great economic significance has been the spur for the development of the engineering aspects of solvent extraction • Besides the major metals there are commercial solvent extraction processes operated for the recovery of metals such as tungsten, rare-earths, thorium and vanadium. • Metals for which solvent extraction has succeeded and the circumstances, which caused these metals to become candidates for recovery by solvent extraction, have some common features:
Application Of Solvent Extraction In Metals • They are soluble in suitable lixiviants such as sulphuric acid, ammonia and cyanide • They are relatively valuable. Copper, which is the lowest priced metal recovered in significant quantities by solvent extraction. Nickel, uranium and the precious metals are more valuable. • They can be recovered from the concentrated strip solution in a suitable marketable or intermediate form by processes such as electro-winning • Suitable solvent extraction chemistry has been developed and available for copper, nickel, uranium and other precious metals.
Application Of Solvent Extraction In Metals Copper • Around 25% of the world’s copper is recovered using solvent extraction • The scope of solvent extraction for copper is only limited by the availability of acid leachable ore –oxides. • Solvent extraction is considered to be the lowest cost production route for the production of quality cathode from low grade oxide ores. • Considerable attention is being directed towards development of suitable leaching techniques for chalcopyrite, the most ubiquitous of all copper minerals yet no commercial process is available. • Oxime based extractants took a giant step forward in 1974 when ZCCM commissioned their 80,000 tonne per annum SX-EW plant at Nchanga
Typical Flow-Sheet of SX/EW Plant The Slide shows a typical flow-sheet of hydrometallurgical copper processing, which consists of three fundamental unit operations: • Leaching of copper ore with a week acidic solution, which usually is sulfuric acid, • Solvent Extraction: In which the aqueous pregnant leach solution (PLS) is vigorously mixed with an organic solvent, selectively recovers copper from PLS, being acidic or ammonia solution. The organic solvent is then separated and the copper stripped from it with a recycled lean electrolyte solution to produce a concentrated, relatively pure copper electrolyte suitable for the final step–electrowinnig. • Eectrowinning: Copper-rich solution is filtered to remove entrained organics, heated and then passed through a series of electrolytic cells to yeild high quality copper cathodes.
Major Copper Extractants • Developments of extractants based on hydroxyoximes were the key for copper solvent extraction. • The important issue for researchers has been an increase of extractant strength and consequently an improvement of stripping efficiency • The mixture, LIX64N, (blend of LIX 64 and LIX 63) extractant has been the popular choice for commercial copper extraction from acidic leach solution Chelating hydroxyoximeextractants for copper
Application Of Solvent Extraction In Metals NICKEL • In comparison to copper and uranium the percentage of the world’s nickel which is recovered using SX is relatively small • Today a number of Australasian laterite projects are developing nickel SX circuits which are in part based on the Queensland Nickel SX technology PROCESS AND EXTRACTANTS • Sulphide nickel is usually treated using pyrometallurgical routes but in recent years there has been intensive activity in the development of hydrometallurgical routes for both sulphide concentrates and laterite ores • Nickel deposits may contain valuable quantities of cobalt and copper and these must also be recovered by SX if they are present in sufficient quantity. • There is a number of potential nickel extractants and circuit configurations
Application Of Solvent Extraction In Metal CIRCUIT-1 Direct solvent extraction of copper, cobalt and nickel from acid leach solutions using oximes, phosphinic acids and versatic acids to extract copper, cobalt and nickel in sequence. CIRCUIT-2. Matte leach chloride solutions may be purified by iron extraction with TBP followed by cobalt and copper co extraction as chloride complexes with tertiary amine. Nickel does not form chloride complexes and remains in the raffinate. It may be recovered by crystallization and hydrogen reduction. CIRCUIT-3 The base metals (Ni, Cu, Co, Zn) may be precipitated as hydroxides from sulphate leach solutions , re-dissolved in ammonia, the cobalt may be oxidised and the copper and nickel co-extracted with ketoxime Of the above circuits, the ammonia leach circuit has received the greatest interest in the recent years for the recovery of nickel
Application Of Solvent Extraction In Metals Uranium • The first metal to be recovered in significant quantities using solvent extraction was uranium. • In 1957 the first commercial solvent extraction plant using amines was opened in the USA. • Today most of the world’s uranium is recovered in hydrometallurgical circuits involving solvent extraction • Extractant used is Tertiary amines
Application Of Solvent Extraction In Metals PRECIOUS METALS • Although the quantity of precious metals currently recovered using circuits that involve solvent extraction is small, the value of these metals is significant • Mintek, South Africa has developed a gold refining process based on solvent extraction and there exists a potential for gold recovery by solvent extraction • In the refining of platinum group elements solvent extraction plays an important role.
THE CHEMISTRY OF THE SOLVENT EXTRACTION OF THE MAJOR METALS Sudderth and Kordosky have given a useful classification of the four basic classes of metal extractants and have compared these extractant classes on the basis of structure, extraction chemistry and the metal species extracted The four classes are: • 1. ChelationExtractants • 2. Ion Pair Extractants • 3. Neutral or Solvating Extractants • 4. Organic Acid Extractants
EXTRACTANT CLASS : CHELATING AGENT FORMULA OR STRUCTURE EXTRACTION CHEMISTRY
EXTRACTANT CLASS : CHELATING AGENT • MODIFIERS • ALCOHOLS, PHENOLS, ESTERS (TXIB) KETOXIMES/ALDOXIME MIXTURES • SPECIAL FEATURES • Main commercial extractants for copper • Operate on hydrogen ion cycle. Stripping is reverse of extraction • Function with acid and ammoniacal leach solutions • More selective than other extractant classes • Kinetically slower than ion pair extractants • Have good physical properties in terms of phase separation, low aqueous solubility, chemical stability • Relatively expensive to manufacture
EXTRACTANT CLASS : ION-PAIR EXTRACTANTS FORMULA OR STRUCTURE Quaternary Amines R3R´N+Cl- Primary Amines RNH2 Secondary Amines R2NH Tertiary Amines R3N EXTRACTION CHEMISTRY – QUATERNARY AND Tertiary Amines
EXTRACTANT CLASS : ION-PAIR EXTRACTANTS • MODIFIERS I • SODECANOL OR TRIDECANOL, AROMATIC DILUENT • SPECIAL FEATURES • Commercial extractants for uranium, thorium, vanadium, gold, cobalt and other metals • Modifiers promote solubility of the extractant - metal complex in the diluents • Kinetics, both extraction and stripping are fast • Extraction is usually of a metal anion complex • Selectivity is not high. Other anions can compete with the metal being extracted • Tertiary amines are more selective than primary and secondary amines • Selectivity can be pH dependent • Primary, secondary and tertiary amines are relatively easy to produce
EXTRACTANT CLASS : NEUTRAL OR SOLVATING EXTRACTANTS FORMULA OR STRUCTURE • Tri OctylPhosphine Oxide(TOPO) R3P = O • Tri Butyl Phosphate (TBP) (RO)3PO • Ketones (MIBK) R2CO • Alcohols ROH R = CH3 and (CH3)2CHCH2 EXTRACTION CHEMISTRY • Extraction is by adduct formation • Stripping is with concentrated HNO3 SPECIAL FEATURES • TBP is used extensively in nuclear fuel reprocessing • Kinetically fast • Extract neutral metal complexes • Selectivity is low • Organometallic complex must be organic soluble
EXTRACTANT CLASS : ORGANIC ACID EXTRACTANTS FORMULA OR STRUCTURE • Phosphinic Acids R3 P(O) OH • Sulphonic Acids R SO2OH • Carboxylic Acids R3C - COOH, Versatic Acid • Phosphoric Acids (C4H9CH(C2H5)CH2O)2 POOH, D2EHPA SPECIAL FEATURES • Phosphinic acids are widely used for cobalt extraction • Versatic acids can be used for Cu and Ni extraction • D2EHPA extracts a wide range of metals • Operate on a hydrogen ion cycle but do not display hydrogen ion stoichiometry. Often between 1 and 2 moles of extractant are required for each mole of hydrogen produced during extraction. • Selectivity is poor and careful pH control may be required to achieve reasonable selectivity
SOLVENT EXTRACTION- EXTRACTOR / EQUIPMENT S • For the major metals recovered by solvent extraction the mixer-settler contactor design predominates • There is a range of mixer settler designs available • In recent years there has been some attention refocused on the use of pulsed columns for plants using the kinetically fast ion- exchange extractants • Some features of mixer-settlers and columns are
MIXER SETTLER Mixer Settlers • Well established with literally hundreds of operating units. • Design parameters are well established and very large units treating over 1000 cubic metres per hour of Pregnant leach solution can be designed from bench scale • Excellent mixing characteristics with control of the optimum droplet size claimed to be possible with modern turbine designs • Prediction of capital and operating costs is accurate. • The phases are readily accessible for sampling and examination in situ. • Several design varieties are available
COLUMN CONTACTORS Column Contactors Advantages claimed for the column contactor include • Low area requirements • Multiple stages within one unit • Few moving parts • Low entrainment • Good vapor conservation • Column installations require piloting for each installation and the flooding conditions for the column must be determined. Olympic Dam Corporation in South Australia has installed a large column plant for uranium extraction. The long residence times in a column compared to a mixer settler can influence the selectivity of the extraction if contaminants have slow extraction kinetics.
EIL EXPERIENCE IN SOLVENT EXTRACTION • Feasibility Reports on Heap Leaching for Solvent Extraction of Copper Oxide ores. • Scale up, Process package, Engineering and Setting up of Demonstration Pilot plant for recovery of copper, nickel and cobalt values from Poly Metallic Ocean Nodules (PMN). • Plant successfully commissioned in 2002 and Demonstrated the design values through number of test campaigns in 2003- 2004.
PMN PILOT PLANT A VIEW OF SOLVENT EXTRACTION AND ELECTROWINNING CIRCUIT AT PMN PILOT PLANT
EIL EXPERIENCE IN SOLVENT EXTRACTION PMN • The leaching of ocean nodules was done by IMMT (RRL-B) developed process- AMMONIA –SO2 Leach Route • Metals like copper, nickel, cobalt and zinc were solubalised as their amine complexes leaving iron and manganese as residues. • Major portion of copper recovered using LIX 84 as extractant • The raffinate from copper extraction was subjected to sulphide precipitation • Bulk sulphide precipitate, on sulphuric acid leaching generated the leach liquor for further solvent extraction to recover the nickel and cobalt by a BARC developed three steps process.
EIL EXPERIENCE IN SOLVENT EXTRACTION PMN • In the first step , the impurity metals (copper, zinc and iron) were removed by extraction with partially saponified 0.5M D2EHPA and 5% isodecanol in kerosene. • In the second step cobalt was extracted by PC88A from the raffinate solution coming out of first step containing cobalt and nickel. • In the third step Nickel was extracted by partially saponified D2EHPA from the raffinate of second step • The process was successfully demonstrated at specially set-up PMN Pilot Plant at HZL • The PMN Plant also had EW circuit • All the three metals were successfully recovered in the form of Cathode Sheets
METAL CATHODE SHEETS NICKEL, COBALT AND COPPER CATHODE SHEETS SUCCESSFULLY PRODUCED AT PMN PILOT PLANT