Download
1 / 31
860 likes | 2.92k Views
Solvent Extraction. Niraj Awasthi Chandan Sarkar Lurgi India Company Private Limited. 5 Februry 2010. Solvent Extraction. Introduction Process of removing a constituent from one liquid phase by bringing this phase into contact with a second, immiscible, liquid phase.

E N D
Solvent Extraction Niraj Awasthi Chandan Sarkar Lurgi India Company Private Limited 5 Februry 2010
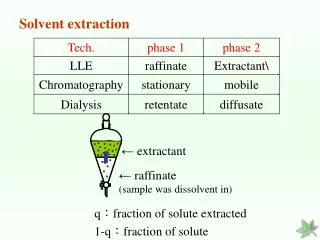
Solvent Extraction • Introduction • Process of removing a constituent from one liquid phase by bringing this phase into contact with a second, immiscible, liquid phase. • Based on relative solubility. • The solute dissolves more readily and becomes more concentrated in the solvent in which it has a higher solubility.
Solvent Extraction • Separation processes – General • Mechanical separations :- • Filtration of a solid from a suspension in a liquid. • Centrifugation, Screening etc. • Mass Transfer Operations:- • Distillation, Extraction, Evaporation etc.
Solvent Extraction • Mass transfer operations- nature of interface between phases. • Gas Liquid Contact e.g. Absorption, Evaporation, Distillation • Liquid-Liquid Contact e.g. Extraction • Liquid-Solid Contact e.g. Crystallization, Adsorption • Gas-Solid Contact e.g. Adsorption, Drying.
Solvent Extraction • Liquid-Liquid Contact (Extraction) • Liquid-Liquid extraction (solvent extraction) refers to a separation of constituents of liquid mixture by contacting it with suitable liquid solvent. • In this operation feed solution to be handled represents one liquid phase and liquid solvent to be used to effect separation represents second phase. • Two phases are brought into intimate contact for mass transfer to occur and then phases are separated.
Solvent Extraction • Liquid-Liquid extraction is a three step process • Contacting the feed solution with liquid solvent, • Separation of resulting phases and • Separation of solvent from liquid phases.
Solvent Extraction • Distillation and solvent extraction both are used for separation of constituents of liquid mixture based on relative merit/demerit of individual methods. Like • Distillation requires heat to create the vapor phase and gives almost pure product. • Solvent extraction needs suitable liquid solvent and yields a new solution which is to be subjected to distillation or evaporation for separation purpose.
Solvent Extraction • Distillation and solvent extraction both are used for separation of constituents of liquid mixture based on relative merit/demerit of individual methods. Like • In distillation, separation of components is based on differences in volatilities. • In extraction, separation of components is based on differences in solubilities.
Solvent Extraction • When Liquid-Liquid Extraction:- • Whenever separation can be achieved by distillation as well as by solvent extraction, our choice will be distillation; • But whenever separation of constitutes of liquid mixture is difficult by distillation, the extraction may be thought of as an alternate process.
Solvent Extraction • Thus whenever:- • Very large amounts of latent heats are required • Dealing with liquid mixture forming azeotrope. • Dealing with heat-sensitive materials • It is better to prefer extraction followed by distillation.
Solvent Extraction • Choice of Solvent: While selecting a solvent for extraction, the factors to be considered are: • Selectivity • Distribution Coefficient • Insolubility of solvent • Recoverability • Density differences • Interfacial Tension • Chemical Reactivity • Cost • Viscosity, Vapor Pressure • Flammability, Toxicity
Different technologies of Solvent Extraction Solid – Liquid Extraction 1. Solvent extraction from Oil seeds 2. Solvent dewaxing using Propane Liquid – Liquid Extraction 3. Deasphalting using Propane as solvent 4. Extraction of aromatic compounds using Furfural, N-Methyl -2-Pyrrolidone as solvent 5. Recovery of Phenol from coal-gasification waste water using Di-isopropyl Ether Extractive Distillation 6. Butadiene extraction from C4-Hydrocarbon mix. using N-Methyl-2-Pyrrolidone 7. Benzene extraction from Hydrocarbon-mix. using NMP
Solid – Liquid Extraction Solvent extraction from Oil seeds • Lurgi boasts a proud track record of about 200 solvent extraction plants built worldwide for the capacity ranges of 100 to 4000 t/day, apart from numerous small units with processing capacities below 100 t/day. Lurgi start-of-the-art solvent extraction feature • Ease of operation • Minimum personnel requirement • High level of automation (requested with distributed digital control system) • Low energy consumption • Suitability for processing all multi seed purpose • Dry / cooling of meal Solvent Extraction Process • Receiving and storage of Oilseeds • Preparation of Raw material for extraction • Solvent Extraction • Recovery of solvent from the extract (miscella) • Desolventizing / toasting of meal
“Alcon Process” by Lurgi • Consists of a series of operations installed between the conventional preparation • line (right after the flaking mill) and the extractor
Solvent Extraction Basic principle of solvent extraction • Diffusion of the solvent into the solid • Dissolution of the oil droplets in the solvent • Diffusion of the oil from the solid particle to the surrounding liquid Choice of Solvents • Good solubility of oil and poor solubility of non-oil components • High volatility, but boiling point should not be too low. • Low viscosity, specific heat and latent heat of vaporization • Chemically inert to oil and other components in feed • Non-toxic, non-inflammable and non-corrosive • Commercial availability in large quantities and low cost A typical commercial solvent for oil extraction would have a boiling point range (distillation range) of 65 to 70 Deg.C and would consist mainly of six-carbon alkanes like Hexane.
Lurgi Sliding Cell Extractor Principle Sketch
Lurgi Sliding Cell Extractor Lurgi’s sliding cell extractor offers the following benefits : • Dual pass shallow bed extraction • Meal refilling after half the extraction time gives better percolation of the material • Multiple solvent and miscella feed tubes per extractor stage • Long service life of rod-type screen plates • No risk of clogging due to the conical shape (V-profile) of the rods • Few movable components and delivered fully assembled • Low capital cost Lurgi also offer Desolventizer toaster with predesolventizer stages for further processing of Meal
Solvent Dewaxing • To remove waxy components from lubrication base oils streams to simultaneously • meet desired low-temperature properties (pour point) for the dewaxed oils and • produce hard wax as a saleable by-product. • Solvent Dewaxing process offered by Axens, Udhe etc. • Toluene is generally used as a solvent to dissolve the desired components • from Feed stock • MEK is used as anti wax solvent or wax rejecter to avoid solubility of wax in oil • solvent or Toluene • Feed stock and solvent mixture is heated to get homogeneous feed mixture • The solution is cooled under controlled condition gradually by cooling water, • chilled cold fluid and liquid ammonia as cooling medium respectively • Due to controlled cooling process of crystallisation takes place with nucleation • and growth • The chilled feed mixture in the form of a slurry of wax crystals in oil and solvent • flows by gravity from filter feed drum or rotary dryer. • From filter the wax crystal and de-waxed oil separate out
Liquid-Liquid Extraction This included the following steps, • De-aeration or pH adjustment section • Solvent Extraction section • Solvent recovery from extract stream / raffinate stream and recirculation • Product purification by distillation 1. De-asphalting using Propane as solvent • This procedure widely used in refinery • VDU bottom product contains valuable lubricating oil part • Propane is used as solvent to extract lubricating oil or de-asphalted oil • from bottom VDU residue • Optimum conditions for extraction : • (i) Operating temperature : 52 Deg.C to 68 Deg.C • (ii) Operating pressure : 40 kg/cm2g • (iii) Solvent to feed ratio : 6.3 : 1 • Solvent composition :Propane – 97.5 wt.% • Ethane – 1.0 wt.% • Butane – 1.5 wt.%
Liquid-Liquid Extraction 2. Extraction of aromatic using Furfural, N-Methyl -2-Pyrrolidone as solvent • This procedure widely used in refinery for refining of Lube oil • Aromatic compound removed from lube base oil to improve the viscosity index • Distillate oil from storage tank passes through a series of heat exchangers and • enters into de-aerator, which operates at specific temperature and pressure. • Dissolved air in feed is stripped out by de-aeration • The heart of the process is the extraction tower which controls the overall process • economics. In the extraction tower, hydrocarbon feed is contacted counter currently • with solvent. The solvent dissolves out condensed and poly nuclear aromatic HC • thereby improving VI and other characteristics of HC feed • The solvent recovery from raffinate and extract steam consists of flash columns • and steam stripper • The solvent recovered from flash columns and strippers need to be circulated • back to extraction section
Liquid-Liquid Extraction Recovery of Phenol from coal-gasification waste water using DIPE • Phenols are toxic organic compounds and they are lethal to fish at low • concentrations (5–25 mg/L) and bring objectionable tastes to drinking water • The effluent from the coal-gasification process contains high concentration of • phenols. At such high concentration of phenols, e.g. more than 3000 mg/L, • micro-organisms cannot survive. This makes biological treatment difficult • Furthermore, in the coal-gasification wastewater, non-volatile dihydric and trihydric • phenols appear at concentrations of hundreds or even thousands of milligram • per litre. These dihydric and trihydric phenols are extremely resistant to biological • oxidation. Therefore, a pre-treatment to remove phenols in the coal-gasification • wastewater is particularly crucial. • Solvent extraction is one of the most important techniques used in high • phenol-concentrated wastewater pre-treatment. COD value of the effluent • wastewater can be dramatically reduced. This makes biochemical • treatment easier.
Liquid-Liquid Extraction • Di-isopropyl Ether (DIPE) is generally used as solvent for extraction of Phenol. • Criteria for selecting DIPE as a solvent are as follows, • High distribution coefficient : According to the extraction principles, the • performance of a solvent is determined with its distribution coefficient between • solvent phase and raffinate phase. The higher the distribution coefficient of an • extracting solvent is, the better its performance is. Therefore, the extracting • solvent can be cursorily selected by the distribution coefficient. • Distribution coefficient of phenol in DIPE is 36.5 • (ii) COD removal : The main objective of the wastewater pre-treatment is to recover • useful substances from the water, to reduce the COD value in the wastewater, • and to relieve the biochemical treatment as much as possible. Wastewater • COD after phenol extraction is 14760 mg/L and after solvent recovery is 5923 mg/L (iii) Solvent Recovery : To make solvent recycling possible, solvent recovery has to be studied carefully. Normally, for phenol extraction the low-boiling point solvents can be recovered by distillation. Boiling point of DIPE is 68 Deg.C.
Liquid-Liquid Extraction Phenol Extractor A1 : Gas Liquor Inlet, A2 : Solvent Inlet A12 : Gas liquor-solvent mixture to Extractor pump A4 : Gas liquor-solvent mixture to Extractor settling chamber A5 : Raffinateoutlet, A7 : Extractoroutlet
Extractive Distillation Butadiene extraction from C4-Hydrocarbon mix. using NMP • The BASF NMP process is a worldwide recognized, efficient and reliable technology for the production of high purity 1, 3-Butadiene. • Relative Volatilities • Boiling Point Relative volatility Relative Solubility in NMP Difference to 1,3 BD to 1,3-BD compared to 1,3-BD • Propyne (MA) 18.9 2.11 1 / 1.02 • i-Butane 7.3 1.22 1 / 4.80 • i-Butene 2.5 1.08 1 / 2.02 • 1-Butene 1.9 1.07 1 / 2.99 • 1,3-Butadiene 0 1.00 1.00 • n-Butane 3.9 1 / 1.14 1 / 4.53 • trans-2-Butene 5.3 1 / 1.15 1 / 1.83 • cis-2-Butene 8.1 1 / 1.25 1 / 1.62 • Vinylacetylene 9.5 1 / 1.24 4.30 • Ethylacetylene 12.5 1 / 1.35 2.30 • 1,2-Butadiene 15.3 1 / 1.60 1.29 • At standard conditions (1.013 bar, 0°C) • Lurgi has almost more than 50 years of engineering, erection and commissioning of Butadiene • Extraction Plants using several technologies. • Lurgi has a position to offer both license and basic engineering for the BASF NMP process 1. Introduction into the Process
Extractive Distillation • Characterisation of the Separation Problem • Separation of 1,3-Butadiene by conventional distillation not possible • Relative Volatilities of most components very low • Several azeotropes • Solution • Improvement of the relative volatilities by means of a selective solvent (NMP)
Advantages of the BASF Process • Yields of 1,3-butadiene are typically higher than 98% • All industrial C4 hydrocarbon mixtures can be processed regardless of the • C4 feed stock is not required. • Hydrogenation, carbonyl washes or any other pre-treatment of the butadiene content • The 1,3-butadiene product is optionally suited for all polymerization process. The • content of amine, which has an adverse effect on several polymerization process, • is extraordinarily low. • Low specific energy consumption due to efficient heat integration
Advantages of the BASF Process • Outstanding characteristic of NMP and its mixture with water : • (i) Non-corrosive, even in long-term operation. Carbon steel is used exclusively, • resulting in low investment costs. Any moisture content in the feed stock does • not have a negative effect. • (ii) NMP is non-toxic and has an extraordinarily low vapor pressure. NMP traces • in water can be easily degraded easily in a biological treatment plant. • (iii) Thermally and chemically stable, high boiling point. Solvent losses can be kept • very low. • The BASF process requires a comparably low number of equipments, which results • low investment cost, reduced space requirement and decreased maintenance costs. • A hazardous accumulation of C4 acetylenes cannot occur. The plant is safe even • in case of operational malfunctions • Plant operation times of up to 5 years can be achieved without shut down.