Download

1 / 47
470 likes | 490 Views
Powder Plant: UFR Kaizen Project: Standard Work 2/12/10. Powder Plant, UFR Kaizen Team. DEFINE. S. Nipple. Gunner. R. Kaytes. S. Edwards. M. Bonner. E . Teague. W . Lattimore. Problem Statement. Warehouse Consolidation “Five “S” Team AWO AD-9. DEFINE.

E N D
Powder Plant, UFR Kaizen Team DEFINE S. Nipple Gunner R. Kaytes S. Edwards M. Bonner E . Teague. W . Lattimore
Problem Statement Warehouse Consolidation “Five “S” Team AWO AD-9 DEFINE Problem Statement: Out of 98 pallets (160,000lbs) that have been shipped this year from UFR, there have been 18 complaints. They have ranged from production planning errors to labeling and packaging. Labeling and packaging had most complaints with a total of four. In addition, failure to follow customer orders is also an issue. There was not a good system in place to track an order to ensure the needs of the customer were met. The area was very congested and did not support work flow or an information dissemination system. Goals / Objectives: Through the use of process mapping the “as is” state of the operation we will identify waste and opportunities for improvement. A system will be set in place to ensure that errors are minimized or at best, eliminated. In addition we will also implement a minimum of five safety improvements.
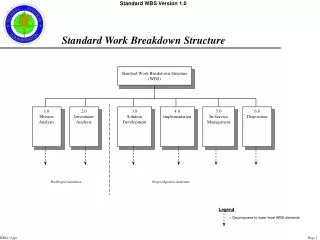
Target Sheet Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE
Target Sheet Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE
Kaizen Tools Applied Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE • Process Mapping • 5 Whys • 7 Ways • Pugh Matrix • 5S
Process Mapping/5 Whys Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE • Process mapping is the procedure to visually draw or “map” an operation from • start to finish. • A good Process Map should: -Allows people unfamiliar with the process to understand the interaction of • causes during the work-flow. • There are several ways to layout a process map, ie. • -Brown Paper (Best) • -White Board • -Microsoft Office Visio • -Microsoft Office Excel
Process Mapping Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE • The process begins by asking operators at the micro-process level each step • or action that is taken-start to finish. • Question everything: (5 Whys); This is an attempt to find opportunities for • improvement. • Opportunities for improvement can be best described as a junction point in the • process where the possibility of mistakes can occur. • Once the process map is complete, areas that have opportunities for • improvement are studied and questioned using the 5 Whys. • The goal is to eliminate as many opportunities for error as possible.
UFR “As Is” Process MapBrown Paper (Best) Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE
UFR “As Is” Process MapWhite Board Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE
UFR “As Is” Process MapWord Excel Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE
5 Whys Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE • The 5 why's typically refers to the practice of asking, five times. • Keep on asking why the failure has occurred in order to get to the root cause/causes of the problem. • There can be more than one cause to a problem as well: • -Lack of training • -Equipment malfunction • -Lack of communication • The more times “why” is asked the less elusive the answers will be.
7 Ways Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE • A tool used to engage all members of the team. It forces ideas and combines concepts. • Each members designs on paper his own solution to the problem based on the Critical to Quality (CTQ) requirements that the team and management have agreed on. • CTQ are based on items that need to be present to make the project successful and supports the sustainment phase as well. • Examples of CTQs are safety, quality, scheduling and cost to implement and sustain the project • The members of the project brief each other on their concepts, trying to convince the team why their project is the best way to meet all the requirements. • The team selects a base concept. It could be the existing operation or a new concept. The base is used to compare the challenging concepts. • The winning concept is the one that best meets the CTQs using the Pugh Matrix system.
7 Ways- Concept Drawings Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE
7 Ways- Concept Drawings Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE
7 Ways- Concept Drawings Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE
7 Ways- Concept Drawings Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE Concept/Option 7 was selected as the base
Pugh Matrix Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE • The Pugh Matrix is a tool used to facilitate a disciplined, team-based project for concept generation and selection. • Several concepts are evaluated according to their strengths and weaknesses against a reference concept called “the base”. The ‘base” that is selected can be the current operation or a new proposed concept. • The Pugh matrix allows you to: 1. Compare different concepts 2. Create strong alternative concepts from weaker concepts 3. Arrive at an optimum concept that may be a hybrid or variant of the best of • other concepts.
Pugh Matrix Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE • The Pugh matrix encourages comparison of several different concepts against a base concept, creating stronger concepts and eliminating weaker ones. • Each concept that is rated receives an “S”, “B” or “W” as it is rated against each • individual CTQ. • - S = Same as base option (0 Points) • - B = Better than base option (+2 Points) • - W = Worse than base option (-2 Points • As the concepts are rated the information is recorded and tallied. The concept with • the highest points will be the one selected for the project. • Computing the results: • - Priority # x (S, B, or W) per CTQ • - Add all the sum of the CTQ ratings from the option column.
Pugh Matrix Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE Order of Priorities Critical to Quality Base Concept/Options Highest Total Wins
Pugh Matrix Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE Compute the total 2 2 2 2 X = 4
Pugh Matrix Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE Compute the total 5 -2 5 X = -10 -2
Pugh Matrix Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE Compute the total 4 0 4 X = 0 0
Pugh Matrix Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE Add the Sums Option 7 wins with the highest number Evaluate for the highest number
7 Ways- Concept Drawings Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE Selected using the Pugh Matrix
5S Target Sheet Warehouse Consolidation “Five “S” Team AWO AD-9 MEASURE • 5S is the Japanese concept for House Keeping. • When translated from Japanese language to English the terms all start with the letter “S” • 1.) Sort (Seiri) 2.) Straighten (Seiton) 3.) Shine (Seiso) 4.) Standardize (Seiketsu) 5.) Sustain (Shitsuke) • It’s the foundation of Lean Manufacturing • No project can be successful without this basic principle in a strong • sustainment phase.
Powder Plant UFR, Labeling and Packaging Operation Problem Actions Taken Results Before Kaizen After Kaizen ANALYZE & IMPROVE Warehouse Consolidation “Five “S” Team AWO AD-9 The area was very cluttered and unorganized, no smooth work flow A much more organized area Organized the floor that was best conducive to work flow Floor Layout
Powder Plant UFR, Labeling and Packaging Operation Problem Actions Taken Results Before Kaizen After Kaizen ANALYZE & IMPROVE Warehouse Consolidation “Five “S” Team AWO AD-9 The area was very cluttered and unorganized A much more organized area Deep cleaned and re-organized getting rid of non-essential items Labeling/ Packaging
Powder Plant UFR, Labeling and Packaging Operation Problem Actions Taken Results Before Kaizen After Kaizen ANALYZE & IMPROVE Warehouse Consolidation “Five “S” Team AWO AD-9 The area was very cluttered and unorganized A much more organized area Deep cleaned and re-organized getting rid of non-essential items Labeling/ Packaging
Powder Plant UFR, Labeling and Packaging Operation Problem Actions Taken Results Before Kaizen After Kaizen ANALYZE & IMPROVE Warehouse Consolidation “Five “S” Team AWO AD-9 The shelves were in the wrong location and disrupted work flow Relocated the shelves and labeled each section. Easy to identify, promotes smooth work flow Completed Prep area
Powder Plant UFR, Labeling and Packaging Operation Problem Actions Taken Results Before Kaizen After Kaizen ANALYZE & IMPROVE Warehouse Consolidation “Five “S” Team AWO AD-9 The DCE needs to be cleaned often, this area is usually cluttered Cleaned area out, painted, labeled and marked “off limits” Safe- Visually clear this is an “off limits” area DCE Corner
Powder Plant UFR, Labeling and Packaging Operation Problem Actions Taken Results Before Kaizen After Kaizen ANALYZE & IMPROVE Warehouse Consolidation “Five “S” Team AWO AD-9 This corner is very congested with traffic, wrapper, scales, pallet jacks Relocated the wrap machine to a different location. Safe- less traffic, opens up UFR powder rooms UFR Corner UFR Wrap Machine Scales Operators
Powder Plant UFR, Labeling and Packaging Operation Problem Actions Taken Results Before Kaizen After Kaizen ANALYZE & IMPROVE Warehouse Consolidation “Five “S” Team AWO AD-9 The scale area was dark and un-noticeable- possible trip hazard Installed light, painted area, improved the fork lift “ floor stop” Very visual, additional safety UFR Scale
Powder Plant UFR, Labeling and Packaging Operation Problem Actions Taken Results Before Kaizen After Kaizen ANALYZE & IMPROVE Warehouse Consolidation “Five “S” Team AWO AD-9 The belt guards were held in place by elastic cords Blend Machine Welded handles, hinges and latch systems Safer Operations Handles Latch
Powder Plant UFR, Labeling and Packaging Operation Problem Actions Taken Results Before Kaizen After Kaizen ANALYZE & IMPROVE Warehouse Consolidation “Five “S” Team AWO AD-9 There was no standard spout to fill pails Safer Operations, steady work flow, less waste Bag Machine Sample spout Fabricated a spout system to easily fill pail orders “Pail Spout?” New Spout
Additional ImprovementsA Place for Everything… ANALYZE & IMPROVE Warehouse Consolidation “Five “S” Team AWO AD-9
Additional Improvements ANALYZE & IMPROVE Warehouse Consolidation “Five “S” Team AWO AD-9 Over Flow Valves Over Flow Drums (sealed)
Additional Improvements ANALYZE & IMPROVE Warehouse Consolidation “Five “S” Team AWO AD-9 Over Head Floor Plating
Additional ImprovementsTool Board ANALYZE & IMPROVE Warehouse Consolidation “Five “S” Team AWO AD-9
Additional ImprovementsVisual Control Board ANALYZE & IMPROVE Warehouse Consolidation “Five “S” Team AWO AD-9
Additional ImprovementsWork Station Board ANALYZE & IMPROVE Warehouse Consolidation “Five “S” Team AWO AD-9
Kaizen Newspaper Kaizen Newspaper CONTROL
Kaizen Newspaper Kaizen Newspaper CONTROL
Lessons Learned CONTROL • Keep an open mind • Try anything once • Check and recheck • It’s not easy to change an established culture • Working together makes process easier • Paint from top to bottom!
Powder Plant, UFR CONTROL
Questions or Comments ? • Any questions or comments?
Thank you, From UFR Kaizen Team ? dfsaasfasfsafasfsafasfasfa