Download
1 / 21
310 likes | 1.89k Views
Distillation of Binary Mixtures. Chapter7. Purpose and Requirements: Know the importance and mechanism of separation Learn to select feasible separation process for an industry process. Key and Difficult Points: Key Points Mechanism of Separation Component Recoveries and Product Purities

E N D
Distillation of Binary Mixtures Chapter7
Purpose and Requirements: • Know the importance and mechanism of separation • Learn to select feasible separation process for an industry process Key and Difficult Points: Key Points • Mechanism of Separation • Component Recoveries and Product Purities • Separation Power • Selection of Feasible Separation Processes • Difficult Points • Mechanism of Separation • Selection of Feasible Separation Processes
Outline • 6.1 EQUIPMENT • 6.2 GENERAL DESIGN CONSIDERATIONS • 6.3 GRAPHICAL EQUILIBRIUM-STAGE METHOD FOR TRAYED TOWERS • 6.4 ALGEBRAIC METHOD FOR DETERMINING THE NUMBER OF EQUILIBRIUM STAGES • 6.5 STAGE EFFICIENCY • 6.6 TRAY CAPACITY, PRESSURE DROP, AND MASS TRANSFER • 6.7 RATE-BASED METHOD FOR PACKED COLUMNS • 6.8 PACKED COLUMN EFFICIENCY, CAPACITY, AND PRESSURE DROP • 6.9 CONCENTRATED SOLUTIONS IN PACKED COLUMNS
Absorption (Gas Absorption/Gas Scrubbing/Gas Washing吸收) • Gas Mixture (Solutes or Absorbate) • Liquid (Solvent or Absorbent) • Separate Gas Mixtures • Remove Impurities, Contaminants, Pollutants, or Catalyst Poisons from a Gas(H2S/Natural Gas) • Recover Valuable Chemicals
Physical Absorption • Chemical Absorption (Reactive Absorption) Figure 6.1 Typical Absorption Process
Absorption Factor(A吸收因子) • A = L/KV Component A = L/KV K-value Water 1.7 0.031 Acetone 1.38 2.0 Oxygen 0.00006 45,000 Nitrogen 0.00003 90,000 Argon 0.00008 35,000 • Larger the value of A,Fewer the number of stages required • 1.25 to 2.0 ,1.4 being a frequently recommended value
Stripping(Desorption解吸) • Stripping • Distillation • Stripping Factor(S解吸因子) • S = 1/ A= KV/L High temperature Low pressure is desirable Optimum stripping factor :1.4.
6.1 EQUIPMENT trayed tower packed column bubble column spray tower centrifugal contactor Figure 6.2 Industrial Equipment for Absorption and Stripping
Trayed Tower(Plate Clolumns板式塔) Figure 6.3 Details of a contacting tray in a trayed tower
(a) perforation (b) valve cap (c) bubble cap (d) Tray with valve caps Figure 6.4 Three types of tray openings for passage of vapor up into liquid
Froth Liquid carries no vapor bubbles to the tray below Vapor carries no liquid droplets to the tray above No weeping of liquid through the openings of the tray Equilibrium between the exiting vapor and liquid phases is approached on each tray. (a) Spray(b) Froth(c) Emulsion(d) Bubble(e)Cellular Foam Figure 6.5 Possible vapor-liquid flow regimes for a contacting tray
Packed Columns Figure 6.6 Details of internals used in a packed column
More surface area for mass transfer • Higher flow capacity • Lower pressure drop Packing Materails (a) Random Packing Materials (b) Structured Packing Materials • Expensive • Far less pressure drop • Higher efficiency and capacity Figure 6.7 Typical materials used in a packed column
6.2 ABSORBER/STRIPPER DESIGN • 6.2.1 General Design Considerations • 6.2.2 Trayed Towers • 6.2.2.1 Graphical Equilibrium-Stage • 6.2.2.2 Algebraic Method for Determining the Number of Equilibrium • 6.2.2.3 Stage Efficiency • 6.2.3 Packed Columns • 6.2.3.1 Rate-based Method • 6.2.3.2 Packed Column Efficiency, Capacity, and Pressure Drop
6.2.1 General Design Considerations Design or analysis of an absorber (or stripper) requires consideration of a number of factors, including: 1. Entering gas (liquid) flow rate, composition, temperature, and pressure 2. Desired degree of recovery of one or more solutes 3. Choice of absorbent (stripping agent) 4. Operating pressure and temperature, and allowable gas pressure drop 5. Minimum absorbent (stripping agent) flow rate and actual absorbent (stripping agent) flow rate as a multiple of the minimum rate needed to make the separation 6. Number of equilibrium stages 7. Heat effects and need for cooling (heating) 8. Type of absorber (stripper) equipment 9. Height of absorber (stripper) 10. Diameter of absorber (stripper)
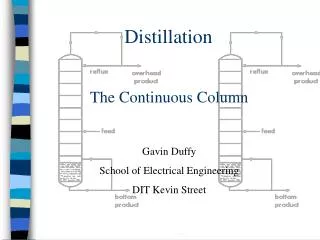
SUMMARY • 1. A binary liquid and/or vapor binary mixture can be separated into two nearly pure products (distillate and bottoms) by distillation, provided that the value of the relative volatility of the two components is high enough, usually greater than 1.05. • 2. Distillation is the most mature and widely used separation operation, with design procedures and operation practices well established. • 3. The purities of the products from distillation depend on the number of equilibrium stages in the rectifying section above the feed entry and in the stripping section below the feed entry, and on the reflux ratio. Both the number of stages and the reflux ratio must be greater than the minimum values corresponding to total reflux and infinite stages, respectively. The optimal reflux-to-minimum-reflux ratio is usually in the range of 1.10 to 1.50. • 4. Distillation is most commonly conducted in trayed towers equipped with sieve orvalve trays, or in columns packed with random or structured packings. Many older towers are equipped with bubble-cap trays. • 5. Most distillation towers are equipped with a condenser, cooled with cooling water to provide reflux, and a reboiler, heated with steam, to provide boilup.
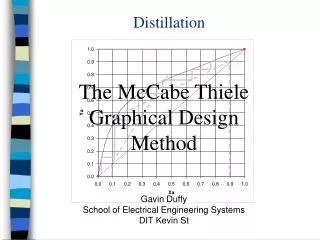
6. When the assumption of constant molar overflow is valid in each of the two sections of the distillation tower, the McCabe-Thiele graphical method is convenient for determining stage and reflux requirements. This method facilitates the visualization of many aspects of distillation and provides a procedure for locating the optimal feed-stage location. • 7. Miscellaneous considerations involved in the design of a distillation tower include selection of operating pressure, type of condenser, degree of reflux subcooling, type of reboiler, and extent of feed preheat. • 8. The McCabe-Thiele method can be extended to handle Murphree stage efficiency, multiple feeds, side streams, open steam, and use of interreboilers and intercon-densers. • 9. Rough estimates of overall stage efficiency, defined by (6-21), can be made with the Drickamer and Bradford, (7-42), or O'Connell, (7-43), correlations. More accurate and reliable procedures use data from a small Oldershaw column or the same semitheoretical equations for mass transfer in Chapter 6 that are used for absorption and stripping. • 10. Tray diameter, pressure drop, weeping, entrainment, and downcomer backup can all be estimated by the procedures in Chapter 6.
11. Reflux and flash drums are sized by a procedure based on avoidance of entrainment and provision for adequate liquid residence time. • 12. Packed column diameter and pressure drop are determined by the same procedures presented in Chapter 6 for absorption and stripping. , . • • 13. The height of a packed column may be determined by the HETP method, or preferably from the HTU method. Application of the latter method is similar to that of Chapter 6 for absorbers and strippers, but differs in the manner in which the curved equilibrium curve must be handled, as given by (7-47). • 14. The Ponchon-Savarit graphical method removes the assumption of constant molar overflow in the McCabe-Thiele method by employing energy balances with an enthalpy-concentration diagram. However, the Ponchon-Savarit method has largely been supplanted by rigorous computer-aided methods.
REFERENCES • Forbes. R.J., Short History of the Art of Distillation, E.J. Brill, McKetta, Jr., Eds., Advances in Petroleum Chemistry and Refining (1948). Vol. 1, Interscience, New York, pp. 323-326 (1958). • V;x. T W.. J.S. Dweck, M. Weinberg, and R.C. Armstrong, Chem. • Zuiderweg, F.J., H. Verburg, and F.A.H. Gilissen, Proc. Interna- Pro%. 74 (4), 49-55 (1978). tional Symposium on Distillation, Institution of Chem. Eng.. London, • ksjct. H.Z., Distillation Design, McGraw-Hill, New York (1992). 202-207 (1960). • Uter. H.Z., Distillation Operation, McGraw-Hill, New York 15. Gautreaux, M.F., and H.E. O'Connell. Chem. Eng. Prog., 51(5) 232-237 (1955).
Chan tf and j R Fair /nd £ng Chem Pfocess Des Dcuhe. W.L., and E.W. Thiele, Ind. Eng. Chem., 17, 605-611 • f;and K'D-Ti/nmerhaus' Plant Desi*n an<! e™™™Fair, J.R., H.R. Null, and W.L. Bolles, Ind. Eng. Chem. Process «fmical Engineers,4th ed., McGraw-Hill, New York (1991). • R.F. Schubert, Chem. Eng., 65 (3), 129-132 • Sakata, M., and T. Yanagi, /. Chem. E. Symp. Ser., 56, 3.2 • Equipment Testing Procedure, Tray Distillation Columns, AlChE, New York (1987) • Yanagi, T., and M. Sakata, Ind. Eng. Chem. Process Des. Devel.,G.C.,E.K.Stigger,and J.H.Nichols.Ourm. Eng. Progr., 21' 712 (1982>-l6(l950). • 20. Younger, AM., Chem. Eng., 62(5), 201-202(1955).
TJST' J A • A'B- Hil!- N-H- Hochgrof, and D.B. Robinson, • 21. Ponchon, M., Tech. Moderne, 13, 20, 55 (1921). • T" m Distillation Columns, Final Report from the • Savarit, R.,Arts et Metiers, pp. 65. 142, 178. 241. 266, 307 (1922). • fttlaware, AIChE, New York (1958). • Henley, E.J., and J.D. Seader, Equilibrium-Stage Separation OpR- Bradford, Trans. AIChE, 39,319- erations in Chemical Engineering, John Wiley and Sons. NewYork (1981).Trans- AIChE, 42, 741-755 (1946). • Glitsch Ballast Tray, Bulletin 159, Fritz W. Glitsch and Sons,J . and C.W. Leggett, in K.A. Kobe and John J. Dallas (from FRI report of September 3, 1958).