Download
1 / 26
280 likes | 572 Views
Machining Operations by Ed Red. Objectives Introduce machining operations terminology Introduce machining efficiency measures Reconsider cutting parameters as they apply to efficiency Review a machining efficiency example Consider modern machine operations (papers). Machining terms

E N D
MachiningOperations by Ed Red
Objectives • Introduce machining operations terminology • Introduce machining efficiency measures • Reconsider cutting parameters as they apply to efficiency • Review a machining efficiency example • Consider modern machine operations (papers)
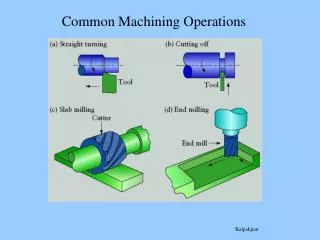
Machining terms • Chatter – interrupted cutting usually at some frequency • Down milling – cutting speed in same direction as part feed • Up milling – cutting speed in opposite direction as part feed • Peripheral milling – tool parallel to work • Face milling – tool perpendicular to work • Ideal roughness – geometrically determined roughness • Machinability – machining success determined by tool life, surface finish • Optimal machining – parameter choices that increase machining throughput or reduce operational costs
Machining operations on lathe (other than normal turning) Facing Taper Form Contour Threading Cutoff Chamfer Boring Knurling Drilling
Two types of milling operations Peripheral Face
Face milling operations End milling Facing Partial facing Profiling Pocketing Surface contouring
Face millingmovements Peripheral milling cutting positions Face milling cutting positions Offset face cut Full face cut
Milling cutter time analysis Spindle rpm related to cutter diameter and speed: N (rpm)= v/(p D) Feedrate in in/min: fr = N nt f where f = feed per tooth nt = number of teeth MRR is MRR =w d fr
Milling time analysis Slab milling: Approach distance, A : A = d (D-d) Time to mill workpiece, Tm: Tm = (L + A)/fr Face milling: Allow for over-travel O where A = O: Full face A = O = D/2 Partial face A = O = w (D – w) Machining time: Tm = (L + 2A)/fr
Milling time analysis - example Problem statement: A face milling operation is performed to finish the top surface of a steel rectangular workpiece 12 in. long by 2 in. wide. The milling cutter has 4 teeth (cemented carbide inserts) and is 3 in. in diameter. Cutting conditions are 500 fpm, f = 0.01 in./tooth, and d = 0.150 in. Determine the time to make one pass across the surface and the metal removal rate during the cut.
Milling time analysis - example Solution? Numbers? Full face A = O = D/2 Machining time Tm = (L + 2A)/fr Metal removal rate MRR = w d fr Feedrate in in/min fr = N nt f N (rpm)= v/(p D)
Surface finish by geometry Ideal roughness, Ri = f2/(32 NR) where NR = tool nose radius Actual roughness, Ra = rai Ri (about 2 x Ri ) because of edge effects, chip interactions, surface tearing, etc.
Machinability What is a free machining steel? http://www.sandmeyersteel.com/303.html#1 • Machinability is a measure of machining success or ease of machining. • Suitable criteria: • tool life or tool speed • level of forces • surface finish • ease of chip disposal
Machinability - example Problem statement: A series of tool life tests is conducted on two work materials under identical cutting conditions, varying only speed in the test procedure. The first material, defined as the base material, yields the Taylor tool life equation v T0.28= 1050 and the other material (test material) yields the Taylor equation v T0.27= 1320 Determine the machinability rating of the test material using the cutting speed that provides a 60 min. tool life as the basis of comparison. This speed is denoted by v60.
Machinability - example Solution: The base material has a machinability rating = 1.0. Its v60 value can be determined from the Taylor tool life equation as follows: v60 =1050/600.28= 334 ft/min The cutting speed at a 60 min. tool life for the test material is determined similarly: v60 =1320/600.27= 437 ft/min Accordingly, the machinability rating can be calculated as MR (for the test material) = 437/374 = 1.31 (or 131%)
Optimized machining Cutting speed can be chosen to maximize the production rate or minimize the cost per part (or unit) produced. This is referred to as optimized machining because more than one production variable contributes to the production rate and costs. Variables:Th - part handling time Co (Cg) – operator (grinder’s) cost rate/min Tm – machining time Ch – cost of part handling time Tt – tool change time Cm – cost of machining time np – number of parts cut by Ctc – cost of tool change time tool during tool life Tc – cycle time per part Ct – cost per cutting edge T – tool life Ctp = Ct/np - tool cost per part
Maximum production rate - turning Total time per part produced (cycle time): Tc = Th + Tm + Tt/np where Tt/np is the tool change time per part. Consider a turning operation. The machining time is given by Tm = p D L/(v f) The number of parts cut per tool is given by np = T/Tm= f C(1/n)/(p D L v(1/n -1) )
Maximum production rate - turning Substituting, we get the total cutting time Tc = Th + p D L/(v f) + Tt[ p D L v(1/n -1)/( f C(1/n) )] Minimizing cycle time (dTc/dv = 0 ) gives optimum (max) cutting speed and tool life: vmax = C/[(1 - n) Tt/n]n Tmax = (1 - n) Tt /n
Minimum cost per unit - turning Cost of part handling time: Ch = CoTh Cost of machining time: Cm = CoTm Cost of tool change time: Ctc = CoTt /np
Minimum cost per unit - turning Tool cost per part: Ctp = Ct /np Tooling cost per edge: Disposable inserts Ct = Pt /nene = num of edges/insert Pt = original cost of tool Single point grindable Ct = Pt /ng + Tg Cg “includes purchase price”ng = Num tool lives/tool Tg = time to grind tool
Minimum cost per unit - turning Total cost per part: Cc = Co Th + Co Tm + Co Tt /np + Ct /np Substituting for Tm and np: Cc = Co Th + Cop DL/fv + (CoTt + Ct )pDLv(1/n -1)/( f C(1/n) )Minimizing cost per part (dCc/dv = 0) gives cutting speed and tool life to minimize machining costs per part: vmin = C{n Co/[(1 – n)(Ct + CoTt)]}n Tmin = (1 – n) (Ct + CoTt)/(n Co)
Minimum cost per unit - example Problem statement: Suppose a turning operation is to be performed with HSS tooling on mild steel (n = 0.125, C = 200 from text table). The workpart has length = 20.0 in. and diameter = 4.0 in· Feed = 0.010 in./rev. Handling time per piece = 5.0 min and tool change time = 2.0 min. Cost of machine and operator = $30.00/hr, and tooling cost = $3.00 per cutting edge. Find (a) cutting speed for maximum production rate and (b) cutting speed for minimum cost
Minimum cost per unit - example Solution: Cutting speed for maximum production rate is vmax = C/[(1 - n) Tt/n]n = 200/[(.875) 2/0.125]0.125 = 144 ft/min Converting Co from $30/hr to $0.5/min, the cutting speed for minimum cost is given by vmin = C{n Co/[(1 – n)(Ct + CoTt)]}n = = 200{(0.125)(0.5)/[(0.875)(3.00 + (0.5)(2))]}0.125 = 121 ft/min
Machining operations What did we learn?