Download
1 / 29
290 likes | 476 Views
Process System Capability. An introduction to 9103 ‘VARIATION MANAGEMENT OF KEY CHARACTERISTICS’. Bernard LAURAS AIRBUS. Objectives of this presentation. Show importance of managing Key Characteristics and Increase your understanding of 9103 content.

E N D
Process System Capability An introduction to 9103 ‘VARIATION MANAGEMENT OF KEY CHARACTERISTICS’ Bernard LAURAS AIRBUS
Objectives of this presentation • Show importance of managing Key Characteristics and Increase your understanding of 9103 content. • Share experiences of implementing 9103 including who was involved and what they got out of it. • Inspire you that 9103 has broader benefits and is not just a Customer requirement. • Illustrate that small organisations can do this type of activity.
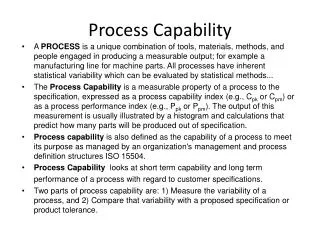
Why do we need such presentation ? • 9103 should help resolve the first 4 main causes of Quality problems identified by AIA (Aerospace Industry Association) • Personnel fail to understand the design requirement • Process changed without understanding the impact • Process to review initial production fails to detect defects • Design requirements exceed the capability of the manufacturing process 9103 exists, so why the problems ?
Why do we need such presentation ? • 9103 not sufficiently and adequately deployed • Value not clearly identified or understood • All functions to be involved, not only Quality Lack of buy-in • Training required • Need to explain how to apply 9103 based upon supplier & product complexity Lack of skills
What are Key Characteristics ? Key Characteristics are the main ones guaranteeing full Customer satisfaction, that means ensuring all his needs are effectively & permanently met
Why do we need to focus on key characteristics ? • To enhance confidence that true Customer expectations are met • To drive the continuous improvement of manufacturing processes through adequate planning • To reduce costs by eliminating wastes and unnecessary efforts
Scope of 9103 • Establishes requirements for management of key characteristics variation • Specifies general requirements • Provides a process Primarily intended to apply to new parts but should also be applied through out the life of the programme to ensure that changes are taken into consideration.
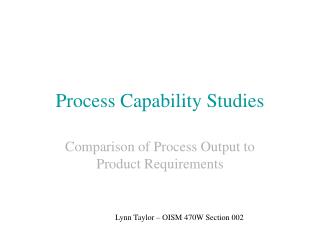
Understand key characteristics and required performance Is a process change required? Plan a process that will produce acceptable performance Yes No Operate the process to generate data Continue to monitor the performance Take action from study (operate, redesign and improve) Analyse data to identify appropriate action Process for Key Characteristic Variation Management : 7 steps
Stage 1 Understand key characteristics and required performance Is a process change required? Plan a process that will produce acceptable performance Yes No Operate the process to generate data Continue to monitor the performance Take action from study (operate, redesign and improve) Analyse data to identify appropriate action Understand key characteristics and required performance
Stage 1 - Understand Key Characteristics and Required Performance • Establish an appropriate cross-functional team • Design Engineer: Potential design failure modes, causes and effects. • Manufacturing Engineer: Process issues, potential failures, causes and effects. • Inspection Department: Definition of inspection methods and criteria. • Buyer (Purchasing): Feedback from Supply Chain and flow down of requirements. • Quality Engineer (Facilitator): Feedback from similar product, customer returns, guarantee that process is adequately followed. Adapt it to your Company… and don’t forget the Operators who effectively do the job !
Stage 1 - Understand Key Characteristics and Required Performance • Establish an appropriate cross-functional team • Design Engineer: Potential design failure modes, causes and effects. • Manufacturing Engineer: Process issues, potential failures, causes and effects. • Inspection Department: Definition of inspection methods and criteria. • Buyer (Purchasing): Feedback from Supply Chain and flow down of requirements. • Quality Engineer (Facilitator): Feedback from similar product, customer returns, guarantee that process is adequately followed. Listen to your Customer Speak with your Customer Look at product, process & Customer requirements: What does he want and how we can do it ?
Stage 2 Is a process change required? Plan a process that will produce acceptable performance Yes No Operate the process to generate data Continue to monitor the performance Take action from study (operate, redesign and improve) Analyse data to identify appropriate action Understand key characteristics and required performance Plan a process that will produce acceptable performance
Stage 2 - Plan Manufacturing Processes Identify key manufacturing processes impacting key characteristics Ensure process owner exist for each key characteristic Establish a minimum acceptable capability ratio (Ck, Cpk, …) for each key characteristic Identify sources of variation and potential risks… and mitigate them Relate process data back to what designers want… … and designers: Also understand capability of manufacturing Processes
Stage 3 Understand key characteristics and required performance Is a process change required? Plan a process that will produce acceptable performance Yes No Operate the process to generate data Continue to monitor the performance Take action from study (operate, redesign and improve) Analyse data to identify appropriate action Operate the process to generate data
Stage 3 - Operate on Trial Basis to Generate Data Create Data collection plan for all key characteristics (who, what, where, frequency, conditions,…) Produce parts/components to specified work instructions in a representative environment Measure key characteristics and collect data to document any deviations Perform First Article Inspection (9102 Refers).
Stages 4 and 5 Understand key characteristics and required performance Is a process change required? Plan a process that will produce acceptable performance Yes No Operate the process to generate data Continue to monitor the performance Take action from study (operate, redesign and improve) Analyse data to identify appropriate action Analyse data to identify appropriate action Take action from study (operate, redesign and improve)
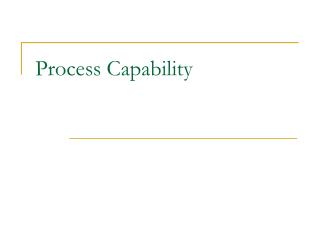
Stages 4 & 5 - Analyse Data and launch appropriate Action 100 UCL 98 96 LCL 94 92 90 88 1 2 3 4 5 6 7 8 9 10 11 12 UCL (Upper Control Limit) LCL (Lower Control Limit) Actual Review control charts to determine if process is stable Process not stable : Perform root cause analysis with proper tools and document it. Remove or minimise causes… and verify effectiveness of corrective actions When process is stable, calculate process capability and compare with what is required to meet Customer needs
Stages 4 & 5 - Analyse Data and launch appropriate Action (Continued) LSL (Lower Spec Limit) USL (Upper Spec Limit) 104 104 • • 102 102 • • 100 100 • • 98 98 • • 96 96 • • 94 94 • • 92 92 • • 90 90 • • 1 1 2 2 3 3 4 4 5 5 6 6 7 7 8 8 9 9 10 10 11 11 12 12 • • • • • • • • • • • • • • • • • • • • • • • • UCL (Upper Control Limit) LCL (Lower Control Limit) USL (Upper Spec Limit) LSL (Lower Spec Limit) If process stable but not capable Launch a new root cause analysis Prioritise causes of variation and identify most influential ones Investigate centering of the process
Stages 4 & 5 - Analyse Data and launch appropriate Action (Continued) LSL (Lower Spec Limit) USL (Upper Spec Limit) 104 104 • • 102 102 • • 100 100 • • 98 98 • • 96 96 • • 94 94 • • 92 92 • • 90 90 • • 1 1 2 2 3 3 4 4 5 5 6 6 7 7 8 8 9 9 10 10 11 11 12 12 • • • • • • • • • • • • • • • • • • • • • • • • UCL (Upper Control Limit) LCL (Lower Control Limit) USL (Upper Spec Limit) LSL (Lower Spec Limit) If process stable but not capable When actions are taken that change the manufacturing processes, repeat the process starting at Stage 2 (Plan Manufacturing Process). Prioritise causes of variation Identify most influential root causes Investigate centering of the process
Stage 6 Understand key characteristics and required performance Is a process change required? Plan a process that will produce acceptable performance Yes No Operate the process to generate data Continue to monitor the performance Take action from study (operate, redesign and improve) Analyse data to identify appropriate action Continue to monitor the Performance
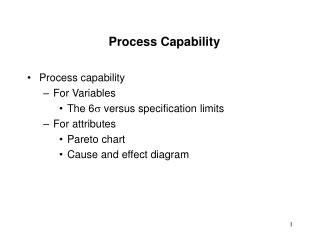
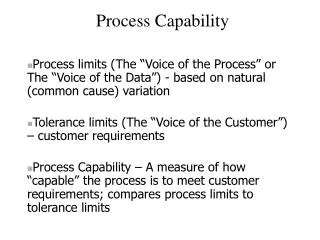
Stage 6 - Continue to Monitor the Performance THE VOICE OF THE PROCESS What we do want Process Capability Lower Process Limit Upper Process Limit Drawing Tolerance Upper Specification Limit Lower Specification Limit THE VOICE OF THE CUSTOMER When characteristics are meeting Customer’s requirements, continue to measure periodically to detect possible long term variations and identify opportunities for improvement.
Stage 6 - Continue to Monitor Performance When characteristics are meeting Customer’s requirements, continue to measure periodically to detect possible long term variations and identify opportunities for improvement.
Stage 7 Understand key characteristics and required performance Is a process change required? Plan a process that will produce acceptable performance Yes No Operate the process to generate data Continue to monitor the performance Take action from study (operate, redesign and improve) Analyse data to identify appropriate action
Stage 7 – Is a process change required ? • If no change is required, continue to monitor process performance per Stage 6. • If a change is required, repeat Stages 1 to 5 prior to implementing any change. • Document any planned manufacturing process changes, including reasons for change.
On target with minimum variation 9103 successful Management… Act Plan Control Do Continuous Improvement … A never ending process
Summary : Don’t forget these key factors of success… • Manage Keys characteristics during all life of the programme, in particular when introducing a change • Involve all concerned functions • Focus on key characteristics and associated processes… but don’t forget the others ! • Record all what you do… and keep history: • Potential loss of experience during the programme life • Change of rationale for a characteristics being key or not • Feedback from manufacturing & supply chain to engineering … and flow them down internally and within your Sub-Tiers
Next Step • Training module, guidance material, on line training packs, etc …will be created by IAQG
Any Questions ? They will be answered at the end of the 3 presentations
Existing experience of 9103 Implementation Brian Harvey - Clamonta Dave Wentworth - Delta Industries