Download

1 / 57
810 likes | 1.45k Views
Ceramics Processing & Applications. Introduction. Ceramic materials divide into three categories: Glasses – melting & solidification processing Traditional ceramics – particulate processing New ceramics – particulate processing. Glass.

E N D
Ceramics Processing & Applications
Introduction • Ceramic materials divide into three categories: • Glasses– melting & solidification processing • Traditional ceramics – particulate processing • New ceramics – particulate processing
Glass • Glassis one of three basic types of ceramics. Glass is distinguished by its amorphous (noncrystalline) structure. • Structure : Network formers Molecules that link up with each other to form long chains and networks. Hot glass cools, chains unable to organize into a pattern. Solidification has short-range order only. • Amorphous structure occurs by adding impurities (Na+,Mg2+,Ca2+, Al3+). • Impurities: interfere with formation of crystalline structure
Glass • Raw Materials 1. Glass forming oxides: usually the dominant constituent SiO2, B2O3, P2O5, etc. 2. Fluxes: reduce melting temperatures Na2O, PbO, K2O, Li2O, etc. 3. Property modifiers: added to tailor chemical durability, expansion, viscosity, etc. CaO, Al2O3, etc. 4. Colorants: oxides with 3d, 4f electron structures; minor additives (<1 wt%) 5. Fining agents: minor additives (<1 wt%) to help promote bubble removal As-, Sb-oxides, KNO3, NaNO3, NaCl, fluorides, sulfates
Glassmaking The ingredients for glass are mixed, and along with a proportion of cullet (broken glass), are added to a bath furnace, where they are heated to about 1500°C and fused together. Molten glass is fed as ‘gobs’ to an automatic bottle or jar making machine. A hot gob is first made into a parison or blank shape (by either pressing or blowing), which is then blown to the final bottle or jar shape. Surface coatings (sc) may be applied while hot.
The bottles or jars pass into a lehr (an annealing oven), where they are first reheated to soften the glass to remove stresses, and then cooled gradually to prevent stresses developing. The bottles or jars are inspected and tested to meet quality standards. Bottles not passing the quality checks are broken and returned to the furnace as cullet. Cullet reduces the amount of energy required to melt the glass ingredients. Bottles passing inspection and testing are packed for dispatch to where they will be filled, capped, and labeled.
Shaping Processes in Glassmaking • Shaping processes to fabricate these products can be grouped into three categories: Discrete processes for piece ware (bottles, jars, plates, light bulbs) Continuous processes for making flat glass (sheet and plate glass) and tubing (laboratory ware, fluorescent lights) Fiber-making processes to produce fibers (for insulation and fiber optics)
Shaping of Piece Ware • Ancient methods of hand-working glass included glass blowing. • Handicraft methods are still used today for making glassware items of high value in small quantities. However, most modern glass shaping processes are highly mechanized technologies for producing discrete pieces in high quantities. • Piece Ware Shaping Processes 1. Spinning – similar to centrifugal casting of metals 2. Pressing – for mass production of flat products such as dishes, bake ware, and TV tube faceplates 3. Press-and-blow – for production of wide-mouth containers such as jars 4. Blow-and-blow - for production of smaller-mouth containers such as beverage bottles and incandescent light bulbs 5. Casting – for large items such as large astronomical lenses that must cool very slowly to avoid cracking.
Spinning of funnel-shaped glass parts such as back sections of cathode ray tubes for TVs and computer monitors: (1) gob of glass dropped into mold; and (2) rotation of mold to cause spreading of molten glass on mold surface
Pressing of flat glass pieces: • glass gob is fed into mold from furnace; • pressing into shape by plunger; and • plunger is retracted and finished product is removed (symbols v and F indicate motion (velocity) and applied force)
A gob of hot glass drops into the blank (parison) mould. • The mould is sealed shut by a ‘base’ part and a plunger pushes the glass into the mould (made from iron). • The glass is shaped into a ‘blank’ and also pushed into the neck finish by the plunger. This part of a jar or bottle is finished to its final shape at this stage. • The blank shape (parison) is removed, rotated 180°, and transferred to the blow (finishing) mould. • This mould is in two halves, made from fine-grain cast iron, and is highly polished. • Air is blown into the hot parison to expand it tightly against the mould walls. • The mould opens, the bottle is removed, annealed in the lehr, inspected and tested, and shipped for filling.
A gob of hot glass drops into the blank (parison) mould. • The end is sealed and a puff of air pushes glass into the neck (finish). • A puff of air from below pushes glass into the mould and shapes it into a ‘blank’ or parison, a thick-walled bottle looking vaguely like the final bottle shape. • The blank shape (parison) is removed, rotated 180°, and transferred to the blow (finishing) mould. • This mould is in two halves, made from fine-grain cast iron, and is highly polished. • Air is blown into the hot parison to expand it tightly against the mould walls. • The mould opens, the bottle is removed, annealed in the lehr, inspected and tested, and shipped for filling.
Casting • If molten glass is sufficiently fluid, it can be poured into a mold. • Relatively massive objects, such as astronomical lenses and mirrors, are made by this method. • After cooling and solidifying, the piece must be finished by lapping and polishing. • Casting of glass is not often used except for special jobs. • Smaller lenses are usually made by pressing.
Shaping of Flat and Tubular Glass • Processes for producing flat glass such as sheet and plate glass: Rolling of Flat Plate Starting glass from melting furnace is squeezed through opposing rolls whose gap determines sheet thickness, followed by grinding and polishing for parallelism and smoothness
Float Process Molten glass flows onto the surface of a molten tin bath, where it spreads evenly across the surface, achieving a uniform thickness and smoothness - no grinding or polishing is needed.
Danner Process Molten glass flows around a rotating hollow mandrel through which air is blown while the glass is drawn.
Forming of Glass Fibers Glass fiber products can be divided into two categories, with different production methods for each: 1. Fibrous glass for thermal insulation, acoustical insulation, and air filtration, in which the fibers are in a random, wool-like condition. Centrifugal spraying 2. Long continuous filaments suitable for fiber reinforced plastics, yarns, fabrics, and fiber optics. Drawing
Heat Treatment • Annealing of Glass Heating to elevated temperature and holding for a time to eliminate stresses and temperature gradients; then slow cooling to suppress stress formation, followed by more rapid cooling to room temperature. Annealing temperatures are around 500°C. • Tempering of Glass Heating to a temperature somewhat above annealing temperature into the plastic range, followed by quenching of surfaces, usually by air jets. When the surfaces cool, they contract and harden while interior is still plastic. As the internal glass cools, it contracts, putting the hard surfaces in compression. Tempered glassis more resistant to scratching and breaking due to compressive stresses on its surfaces.
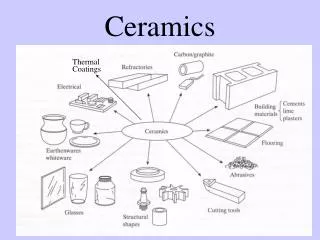
Ceramics Particulate Processing • Traditional ceramics are made from minerals occurring in nature. Products include pottery, porcelain, bricks, and cement • New ceramics are made from synthetically produced raw materials. Products include cutting tools, artificial bones, nuclear fuels, and substrates for electronic circuits • The starting material for all of these items is powder. • For traditional ceramics, the powders are usually mixed with water to temporarily bind the particles together and achieve the proper consistency for shaping. • For new ceramics, substances other than water are used as binders during shaping. • After shaping, the green parts are fired (sintered).
Usual steps in traditional ceramics processing: (1) preparation of raw materials, (2) shaping, (3) drying, and (4) firing Part (a) shows the workpart during the sequence, while (b) shows the condition of the powders
Traditional Ceramics • Shaping processes for traditional ceramics require the starting material to be a plastic paste. • Main Ingredients of Ceramic Paste 1. Clay(hydrous aluminum silicates) - usually the main ingredient because of ideal forming characteristics when mixed with water. 2. Water– Adding water to the clay particles produces a "slip":- allows material to shear easily along weak van der Waals bonds – Hydroplastic (suitable plasticity for shaping.
Shaping of Ceramics • Slip casting – The clay-water mixture is a slurry. • Plastic forming methods – The clay is plastic. • Semi-dry pressing – The clay is moist but has low plasticity. • Dry pressing – The clay is basically dry (less than 5% water) and has no plasticity.
Slip Casting • A suspension of ceramic powders in water, called a slip, is poured into a porous plaster of paris mold so that water from the mix is absorbed into the plaster to form a firm layer of clay at the mold surface. • The slip composition is 25% to 40% water. • Two principal variations: – Drain casting- the mold is inverted to drain excess slip after a semi-solid layer has been formed, thus producing a hollow product. – Solid casting- to produce solid products, adequate time is allowed for entire body to become firm.
Drain casting • Sequence of steps in drain casting, a form of slip casting: • slip is poured into mold cavity, • water is absorbed into plaster mold to form a firm layer, • excess slip is poured out, and • part is removed from mold and trimmed
Solid casting • Sequence of steps in solid casting: • slip is poured into mold cavity, • water is absorbed into plaster mold to form a product, • part is removed from mold and trimmed
Plastic Forming • The starting mixture must have a plastic consistency, with 15% to 25% water. • Plastic Forming Methods: Hand modeling (manual method) Jiggering (mechanized method) Pressing Isostatic pressing Extrusion
Hand Modeling • Creation of the ceramic product by manipulating the mass of plastic clay into the desired geometry. • Hand molding- similar only a mold or form is used to define portions of the part geometry. • Hand throwingon a potter's wheel is another refinement of handcraft methods. – Potter's wheel= a round table that rotates on a vertical spindle, powered either by motor or foot-operated treadle. – Products of circular cross-section can be formed by throwing and shaping the clay, sometimes using a mold to provide the internal shape
Jiggering • Similar to potter's wheel methods, but hand throwing is replaced by mechanized techniques. Sequence in jiggering: (1) wet clay slug is placed on a convex mold; (2) batting; and (3) a jigger tool imparts the final product shape
Pressing • Forming process in which a plastic clay slug is pressed between upper and lower molds contained in metal rings. • Molds are made of porous material such as gypsum, so when a vacuum is drawn on the backs of the mold halves, moisture is removed from the clay. • The mold sections are then opened, using positive air pressure to prevent sticking of the part in the mold. • Advantages: higher production rate than jiggering and not limited to radially symmetric parts.
Isostatic pressing • A powdered material can be compacted by loading it into a flexible, air-tight container and placing it into a closed vessel filled with a fluid to which pressure (> 150 MPa) is applied. • Wet bag molds are independent of the press construction. Wet-bag served as a carrying case and controls the shape of pressed item.
Extrusion • Compression of clay through a die orifice to produce long sections of uniform cross-section, which are then cut to required piece length. • Equipment utilizes a screw-type action to assist in mixing the clay and pushing it through die opening. • Products: hollow bricks, shaped tiles, drain pipes, tubes, and insulators • Also used to make the starting clay slugs for other ceramics processing methods such as jiggering and plastic pressing.
Semi-dry Pressing • Uses high pressure to overcome the clay’s low plasticity and force it into a die cavity. Semi-dry pressing: (1) depositing moist powder into die cavity, (2) pressing, and (3) opening the die sections and ejection
Dry Pressing • Process sequence is similar to semi-dry pressing - the main distinction is that the water content of the starting mix is typically below 5%. • Dies must be made of hardened tool steel or cemented carbide to reduce wear since dry clay is very abrasive. • No drying shrinkage occurs, so drying time is eliminated and good dimensional accuracy is achieved in the final product. • Typical products: bathroom tile, electrical insulators, refractory brick, and other simple geometries.
Clay Volume vs. Water Content • Water plays an important role in most of the traditional ceramics shaping processes. It must be removed from the clay piece before firing. • Shrinkage is a problem during drying because water contributes volume to the piece, and the volume is reduced when it is removed. • Drying : The drying process occurs in two stages: • Stage 1- drying rate is rapid and constant as water evaporates from the surface into the surrounding air and water from the interior migrates by capillary action to the surface to replace it. • Stage 2- the moisture content has been reduced to where the ceramic grains are in contact.
Firing of Traditional Ceramics • Heat treatment process that sintersthe ceramic material. • Performed in a furnace called a kiln. • Bonds are developed between the ceramic grains, and this is accompanied by densification and reduction of porosity. • Therefore, additional shrinkage occurs in the polycrystalline material in addition to that which has already occurred in drying. • In the firing of traditional ceramics, a glassy phase forms among the crystals which acts as a binder.
Shrinkage during Sintering • Sintering shrinkage depends on initial green density. • Shrinkage from green body to final form may be as much as 30%(linear) : problems in predicting final product size and shape. • Differential shrinkage is a serious problem : hence use of lubricants etc to get good flow in compaction to green body → uniform green density. • If there is a difference in density across a component distortion occurs.
Refractories • Refractory ceramics should withstand to high temperatures without melting or decomposing, and remain unreactive and inert when exposed to severe environments. • Porosity is important factor to produce a suitable refractory material. - less thermal expansion/contraction upon thermal cycling - Resistance to thermal shock - Increased insulation - Lighter • Disadvantages: – Worse resistance to Chemical attack – Weaker load bearing capability
Processing of New Ceramics • The manufacturing sequence for the new ceramics can be summarized in the following steps: 1. Preparation of starting materials 2. Shaping 3. Sintering 4. Finishing • Preparation of Starting Materials : Strength requirements are usually much greater for new ceramics than for traditional ceramics. Therefore, the starting powders must be smaller and more uniform in size and composition, since the strength of the resulting ceramic product is inversely related to grain size. • Powder preparation includes mechanical and chemical methods.
Shaping of New Ceramics • Many of the shaping processes for new ceramics are borrowed from powder metallurgy and traditional ceramics. • The processes described here are not normally associated with the forming of traditional ceramics. • Hot Pressing : Similar to dry pressing except it is carried out at elevated temperatures so sintering of the product is accomplished simultaneously with pressing. This eliminates the need for a separate firing step. • Powder Injection Molding (PIM) : Ceramic particles are mixed with a thermoplastic polymer, then heated and injected into a mold cavity. The polymer acts as a carrier and provides flow characteristics for molding. Upon cooling which hardens the polymer, the mold is opened and the part is removed. The plastic binder is removed and the remaining ceramic part is sintered.
Heat engine applications • Ceramic materials are used in automobile internal combustion engines. • The advantage over the metal alloys: - The ability to withstand higher operating temperatures, thereby increasing fuel efficiency; - excellent wear and corrosion resistance; - the ability to operate without a cooling system; - low densities (lower engine weight).
Ceramic-matrix composites (CMCs) • Strength and fracture toughness of ceramics have been improved significantly by the development of ceramic-matrix composites. • CMCs are believed to be toughened by three main mechanism, all of which result from the reinforcing fibers interfering with crack propagation in the ceramic as follows : 1.Crack deflection 2.Crack bridging 3. Fiber pullout
1.Crack deflection Upon encountering the reinforcement, the crack is deflected, making its propagating path more meandering, thus higher stresses are required to propagate the crack. 2.Crack bridging Fibers can bridge the crack and help keep the material together, thus increasing the stress level needed to cause further cracking. 3. Fiber pullout The friction caused by fibers being pulled out of the cracking matrix absorbs energy, and thus higher stresses must be applied to produce further cracking. Therefore, a good interfacial bond is required between the fibers and the matrix for higher strengths.