Download
1 / 84
910 likes | 1.61k Views
注塑机的五大系统 1 、射出系统 4 、控制系统 2 、模具系统 5 、锁模系统 3 、油压系统. 注:应用于热塑性塑料的单螺杆射出成形机. 二、注塑系统讲解:. 注:热塑性塑料的单螺杆射出成形机之塑化螺杆、料筒、 电热片、固定模板及移动模板 。. 三、注塑料筒及射出压力的产生:. 注:回转式螺杆之进料区、压缩区、和计量区. 四、射咀与模具的结合. 五、三板模的理解:. 1 、二板模跟三板模的区别:(一). 2 、标准三板模. 注:典型的三板模之模具系统. 六、产品流道及产品排模的合理性. 注:射出成形系统包括熔胶输送系统及成形塑件。.

E N D
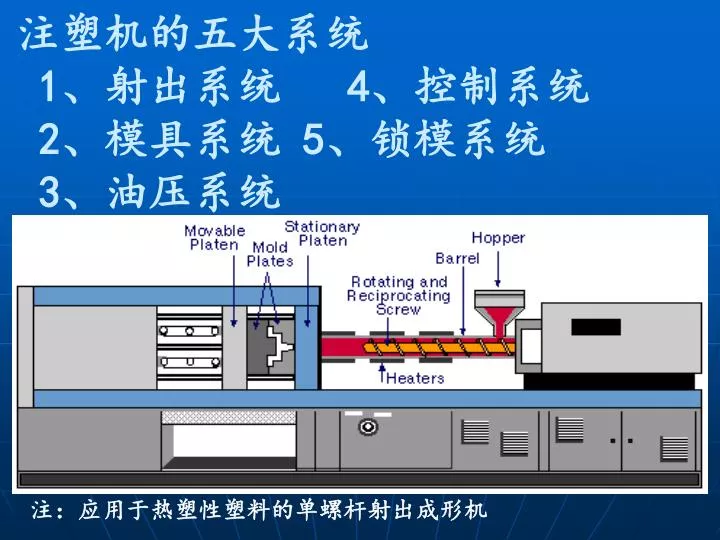
注塑机的五大系统1、射出系统 4、控制系统2、模具系统 5、锁模系统3、油压系统 注:应用于热塑性塑料的单螺杆射出成形机
二、注塑系统讲解: 注:热塑性塑料的单螺杆射出成形机之塑化螺杆、料筒、 电热片、固定模板及移动模板。
三、注塑料筒及射出压力的产生: 注:回转式螺杆之进料区、压缩区、和计量区
2、标准三板模 注:典型的三板模之模具系统
六、产品流道及产品排模的合理性 注:射出成形系统包括熔胶输送系统及成形塑件。
七、射出机之操作程序。 (a)关闭模具(注意冷料的处理) (b)充填模穴 (c)保压
(d)螺杆后退 (e)顶出塑件 (f)开始下一个循环
八、典型的射出成形机之动作循环和 各动作所占的时间比例 1-- 充填(射出阶段) 2-- 保压与冷却 3-- 开启模具 4-- 顶出塑件 5-- 关闭锁具
十一、不同塑料的微结构,及制程 中加热或冷却对于为结构的影响。
十二、常用树脂的建议熔胶温度 与模具温度
十三、添加剂、填充料与补强料对 于聚合物性质的影响
塑料如何流动? 注:(a)剪切流动;(b)拉伸流动; (c)模穴内的剪切流动 (d)充填模穴内的拉伸流动
注:(a)理想的黏性液体在应力作用下表现出 连续的变形
3、以简易之剪切流动说明聚合物熔胶黏度的定义3、以简易之剪切流动说明聚合物熔胶黏度的定义
相对流动元素间运动之典型速度分布曲线; • 射出成形之充填阶段的剪变率分布图。
十四、不定形塑料与结晶性塑料的 结构与性质之比较
十五、压力沿着熔胶输送系统和模 穴而降低
十七、射出压力相对于充填时间 之U形曲线
十八、针对影响射出压力的设计与成形参数 进行比较。
十九、计算机仿真之熔胶充填模式 的影像
二十、分子与纤维配向性的差异,造成 收缩量差异或翘曲。(熔胶波前的前进 速度简称为MFV)
二十二、粗厚件会导致塑件的收缩和翘 曲,应该将塑件设计为具有均匀肉厚的 塑件。 1 2 3
二十三、塑件之设计范例。左边为不良设计,右边二十三、塑件之设计范例。左边为不良设计,右边 是典型的塑件设计。塑件同时具有薄肉区和厚肉区 时,充填熔胶倾向于往厚截面部分流动,容易产生 竞流效应(race-tracking effect),导致包风(air traps)和缝合线(weld lines),在塑件表面产生瑕 疵。假如厚肉区没有充足的保压,就会造成凹痕 (sink marks)或气孔(voids),所以应该尽可能设计 薄且肉厚均匀的塑件,以缩短成形周期时间,改善 塑件尺寸稳定性,塑件肉厚设计通则是:使用肋可 以提高塑件的刚性和强度,并且避免厚肉区的结构。 塑件尺寸的设计,应将使用塑料之材料性质和负荷类 型、使用条件之间的关系列入考虑,也应考虑组件的 组合需求
二十四、建议根部的最大厚度为塑件肉 厚的0.8倍,通常取肉厚的0.5~0.8倍
热流道系统之种类: (a)绝热式、 (b)内部加热式、 (c)外部加热式。
六、使用不同射出速度之不平衡流道系 统的流动模式
侧边浇口(edge gate)又称为标准浇口(standard gate),如图6-13所示,通常位于模具的分模在线,而且从塑件的侧边、上方或下方充填。典型边缘浇口尺寸为塑件厚度的6%~75%,或是0.4~6.4 mm,宽度1.6~12.7 mm,浇口面长度不应超过1.0 mm,最佳值为0.5 mm。 图6-13 边缘浇口 图6-12 凸片浇口
3、重迭浇口 重迭浇口(overlap gate)与边缘浇口类似,如图6-14所示,但是重迭浇口与塑件侧壁或表面有重迭。重迭浇口通常用来防止喷流效应。典型重迭浇口尺寸为0.4~6.4 mm厚,1.6~12.7 mm宽。 4、扇口浇口 扇形浇口(fan gate)如图6-15,是厚度逐渐改变的宽边浇口,具有大充填面积,可以让熔胶迅速地充填大型塑件。大型塑件非常在乎翘曲问题和尺寸的稳定性,使用扇形浇口可以让大型塑件的熔胶波前均匀地充填模穴。扇形浇口的宽度和厚度具有锥度,并且要维持固定的熔胶波前面积,以确保固定的熔胶速度,让熔胶在整个浇口的宽边以相同压力进行充填。如同其它的人工去除式浇口,扇形浇口的最大厚度不超过塑件的肉厚的75%。典型的扇形浇口厚度为0.25~1.6 mm,宽度从6.4 mm到模穴侧边长度的25%。
八、重迭浇口、扇口浇口 图6-14 重迭浇口 图6-15 扇口浇口
5、 盘状浇口 盘状浇口(disk gate)又称为薄膜浇口(diaphragm gate),如图6-16所示,常用在内侧有开口的圆柱体或圆形,并且需要高度同轴性的塑件,或是不容许有缝合线的塑件。基本上,盘状浇口是在塑件的内缘使用毛边状的浇口,熔胶从同轴的竖浇道充填进入模穴,很容易获得熔胶均匀流动的塑件。盘状浇口厚度通常是0.25~1.27 mm。 6、 环状浇口 环状浇口(ring gate)如图6-17,也应用于圆柱体或圆形塑件,塑料先沿着模心环绕,然后再沿着圆管向下充填。环状浇口并不适用在所有的塑件。环状浇口的厚度通常为0.25~1.6 mm。
7、针状浇口 针状浇口(pin gate)如图6-20,通常应用于三板模,其流道系统位于模板的一组分模在线,塑件模穴接在主要分模在线。具有倒锥角的浇口在平行于模板运动方向穿透中间模板。当打开模穴主分模线时,针状浇口的小直径端从塑件撕离,再打开流道分模线即可顶出流道废料。此系统也可以先打开流道分模线,再使用辅具撕下流道废料。针状浇口最常使用在单一塑件多点进浇,以确保对称的充填,或是缩短流道长度以确保整个塑件的保压操作。典型的针状浇口的直径 0.25~1.6mm。 8、 潜式浇口 潜式浇口(submarine gate)或称为隧道浇口(tunnel gate)、凿子浇口(chisel gate),使用于两板模,在分模线以下,流道末端与模穴之间加工一倾斜之锥状隧道。于顶出塑件和流道时,浇口会与塑件分离。典型的潜式浇口直径为0.25 ~ 2.0 mm,浇口由粗变细,直到成为球状端点。假如塑件的非功能区具有大直径的针状特征,可以将它与潜式浇口连接,以减低加工成本。假如针状特征发生在隐藏面,亦可以不将他去除。将多重潜式浇口设计在圆柱体的内面,可以取代盘状浇口,并且具备自动去除浇口的功能,其获得塑件的外围真圆度虽然比盘状浇口塑件的真圆度差,但通常也还可以接受。