Download
1 / 21
270 likes | 973 Views
Gyártástechnológia I. Műszaki Alapozó és Gépgyártástechnológiai Tanszék. 5. előadás Bevontelektródás kézi ívhegesztés (BKI) Kézi ívhegesztés technológiája előadó: Dr. Szigeti Ferenc főiskolai tanár.

E N D
Gyártástechnológia I. Műszaki Alapozó és Gépgyártástechnológiai Tanszék 5. előadás Bevontelektródás kézi ívhegesztés (BKI) Kézi ívhegesztés technológiája előadó: Dr. Szigeti Ferenc főiskolai tanár
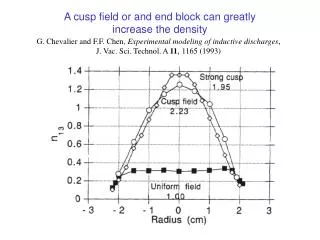
A kézi ívhegesztés technológiája A hegesztéstechnológia magában foglalja a következőket: • előkészítést, • hegesztő eljárást, • hegesztő anyagokat, • hegesztési munkarendet (hegesztési munkafolyamat), • utómunkálatokat (utóhőkezelés, salakeltávolítás). A hegesztéstechnológia függ a hegesztés típusától: kötő, vagy felrakó hegesztés A hegesztés előkészítése: A)Hegesztő berendezések és felszerelések: • Meredeken eső jelleggörbéjű dinamó, trafó, vagy egyenirányító tápegység, jellemzőjük: I beállítása szükséges, U adódik; • Áramforrás bekötésénél hálózat hegesztő gép: feszültség- esés<5% vezeték átmérő és L változtatása - hegesztő védőfelszerelés: pajzs, kötény, kesztyű, amely véd: -az ív infravörös és ultraibolya sugárzásától, -izzó, fröccsenő fém és salak ellen.
B)Felületelőkészítés, leélezés: • Szennyeződések: rozsda, olaj, festék, sorja eltávolítása; • Leélezés, illesztési hézag helyes megválasztása: a varrat és hőhatásövezet tulajdonságai a varrat alakjával és elhelyezkedésével befolyásolhatók: ahol lehet, tompavarratot kell alkalmazni – azonos keresztmetszetű tompavarrat teherbíróképessége nagyobb – varratkeresztmetszet így kisebb ( elektróda felhasználás, bevezetett hő is kisebb).
Varratfajták 1-2 <1 • Peremvarrat: • Hő hatására a lemezek kevésbé vetemednek; • A lemezek hegesztés közbeni átolvadása ritkán következik be; • Ahol a tömör zárás a követelmény, szilárdságilag kevésbé jó. b, I-varrat: -S<2 hézag nélkül egyoldalról, S>2 hézaggal, kétoldalról. c,V – varrat: • Hézag(b); gyökrész, gyökoldali hegesztés, egyszerűbb előkészítés miatt (s=20mm-ig) • Élszalag(c): akadályozza: • az él csúcsának túlmelegedését, • belső szegélybeégést.
c, X-varrat: s> 12 fölött a V alak túl széles, túl nagy varrat-keresztmetszet adódik, ezért X alak; • Az X alak szögzsugorodása kisebb (két V egymás ellen dolgozik); e, U-varrat: s>30, ha X-nél a vájat feleslegesen széles (költséges)
T átlapolt belső külső 1/2V K f, sarokvarratok: merőleges, vagy szöget bezáró elemeknél Varrat típusai: A sarokvarrat lehet: • Domború • Egyenes függ: elektróda bevonattól, hegesztés technikától. • Homorú • Forró típusú elektródánál: homorú varrat • hideg típusú elektródánál : domború varrat -lív növelésével, elektróda ívelő vezetésével a domborúság csökken -Homorú: szilárdságilag a legjobb, egyenletes erővonal átvezetés.
A terhelés átadása(erővonal átvezetés) sarokvarratnál:
Különböző vastagságú darabok hegesztése: • Megoldások a heganyag átfolyásának megakadályozására: (ha nem lehetséges a gyök kifaragása, vagy utánhegesztése) C,Tűzés: kis fajlagos hőbevitelnél is jelentős hosszirányú feszültségek, zsugorodások lépnek fel. Tűzési sorrend: alátét aszimmetrikus leélezés ferde illesztés
D, Technológiai adatok meghatározása • Az elektróda átmérőt meghatározza: • hegesztendő anyag minősége, • hőtani jellemzők, • lemezvastagság „s”, • varratalak, • hegesztési helyzet. • A hőelvezetés merőleges kötéseknél háromirányú, ezért T- sarokvarrathoz vastagabb elektróda szükséges; • Edződésre nem hajlamos ötvözött acél: kis hőbevitelhez vékonyabb elektróda; • Edződő, repedésre hajlamos acél: nagyobb hőbevitelt, kisebb hűlési sebességet eredményező vastagabb elektróda szükséges; • Többrétegű varratok első rétegét, gyökét, gyökutánhegesztést 3,25-4 mm-es elektródával.
Törekedni kell a lehető legvastagabb elektróda alkalmazására (növeli a termelékenységet, csökkenti a zsugorodást); • Pozíció hegesztéshez: 3,25-4-es elektróda; • Egy rétegben lerakható maximális varratkeresztmetszet 30-40 mm2
2. Az áramerősség megválasztása: • Az elektróda átmérő függvényében történik, de függ még: • a bevonattípustól, • hegesztési poziciótól; -alsó határ: a még elfogadható ívstabilitás, -felső határ: elektróda túlhevülés, bevonat leválás. • A gyakorlatban: • I=30de [mm] ötvözött acél, PA pozíció • I=40de [mm] ötvözetlen és gyengén ötvözött acél, PA pozíció • A katalógusban vagy elektróda dobozon megadott Iheg-vel célszerű próbahegesztést végezni.
A hegesztési helyzet befolyása az áramerősségre: • Vízszintes: legnagyobb áramerősség használható: a sok ömledék megmarad helyzetében; • Függőleges: kevés ömledék uralható, az áramot mérsékelni kell; • Fej feletti: erős, kemény, jól fúvó, röpítő ívre van szükség ahhoz,hogy „g” ellenében a cseppeket fel tudjuk lőni. Az ehhez szükséges nagyobb áram nem képez uralhatatlan ömledéket, a fej feletti erősebb fröcskölés miatt sok csepp veszendőbe megy.
A hegesztő áramerősség megválasztása: • Varratkezdés: 5-10A-el nagyobb áramerősség (hideg anyag), a hegfürdő kialakulásáig, a lemez felmelegedéséig, később I csökkentése,a varrat végén: hőtorlódás, I csökkentése; • Fűzésnél: hirtelen megnő a hővezető képesség, nem olvad össze a gyökvarrat a fűzéssel,ezért I növelése 5-10A-el, fűzés túlsó végénél I csökkentése; • A hegesztő áram túl kicsi: • Bizonytalan az ívgyújtás, az elektróda ragad; • Nem melegszik fel eléggé a munkadarab,az ömledék nem tud szétterülni, a varrat túl domború, a varrat nem jól köt a munkadarabhoz; d) A hegesztő áram túl nagy: • Fröcskölés lép fel, a varratanyagot az ív kifújja a helyéről; • A hosszú ív sem alszik ki, erős V varratrajzolat, oxidos, csúnya felület; • Az elektródavég az elektróda tartóban vörösen izzik; • Gyökhegesztéskor az ömledék átszakad; • Az ömledék túl hígfolyós, kissé bugyborékol; • Az ív kemény, erős fúvású; • Szemcsedurvulás figyelhető meg. e) A hegesztő áram helyes: A varrat szépen terül, a vájat oldalához ívesen köt, rajzolata szépen ívelő, felülete nem túl oxidos. A bevonat salakja jól hátrafut, nem zavarja a hegesztést.
Ívgyújtás: • Folyamatos húzással (gyufa): húzás + lassú, fokozatos emelés : a keletkező gáz ellepi az ívközt, a kezdési hely nem gázosodik. (bázikus eldánál ezzel tudjuk beállítani a kis ívhosszt) b) Koppantásos gyújtás: érintés + hirtelen megemelés: az lív nagy, de nem szakad meg. Az ívhossz beállításánál ökölszabály: lív=de c) Nehezen gyújtható: bázikus és vékony bevonatú (Uü ) elektróda és nehezebb az ívgyújtás váltakozó áramú ívvel; d) Könnyen gyújtható: rutilos elektróda, valamint egyenáram és elég nagy I esetén könnyebb az ívgyújtás. 3. Ívfeszültség: • Szűk tartományban változtatható, előírni nem szokás, inkább a vele arányos ívhosszt: lív<d, bázikus elektródánál lív=d/2, • Uív=20+0,04 Iheg (Uív<44V)
A hegesztés technikája: • Három alapmozgás: • Függőleges előtoló: az elektróda fogyásából adódóan, lív=állandó érdekében; • A varratszélességet adó keresztirányú ívelőelektródavezetés • A varrat hosszirányú feltöltését szolgáló haladó módozatai
A hegesztés technikája: • A varratkészítés módja a varrathossztól és a hegesztendő lv-től függ: • rövid egyrétegű és gyökvarratot egyirányban; • Közepes varrathossz: középtől a szélek felé; • Közepes varrathossz: ráklépésben; • Hosszú varratok: szimmetria tengelytől kétirányban, ráklépésben, két hegesztővel Ráklépés:elhúzódások és saját feszültségek csökkentésére. réteghossz: teljes vagy fél elektróda leolvadási hosszának felel meg.
α • Az elektróda dőlésszöge: • a varrat beolvadási mélységét befolyásolja; • α=150 vékony bevonatú elektródánál; • α =30-600 vastag bevonatú elektródánál; • függ az alapanyag vastagságától is. • Megfelelő technikával biztosítható a kívánt varratalak és minőség: • lív= állandó + elektródavég vezetésével; • lengetés nélkül: b=(0,8-1,5)d • lengetéssel: b=(3-5)d, de: b=5d-nél már nem biztosított a hegfürdő védelme, a hegesztett kötés minősége romlik! • L<250mm rövid • L=250-1000mm közepes varratoknak tekintjük • L>1000 mm hosszú
Vastagabb anyagok többrétegű varrata készíthető: • rétegekben ( főként sarokvarratoknál); • hernyókkal (főként tompavarratoknál). • Zsugorodás,vetemedés csökkentése: • rögzítéssel, beállítással, • megfelelő hegesztési sorrenddel, hegesztéstechnikával.
A szögzsugorodást befolyásolja: • Varratalak: minél kevésbé szimmetrikus, annál nagyobb a zsugorodás (legkisebb I, nagyobb X, legnagyobb V-varratnál); • X-varrat: már az első varratsor kifordítja a síkból, a másik oldali hegesztés nem tudja visszahúzni a síkba (az előző varrattal merevítettük) Gyakorlat: az egyik oldali réteget a másik oldal két rétege húzza vissza. • tompavarratok gyökrétegének hegesztése okozza a legnagyobb szögzsugorodást, a többi réteg hatása fokozatosan kisebb; • a gyökréteg kiköszörülése és újrahegesztése a szögelfordulást erősen csökkenti; • vékony lemezeknél a szögzsugorodás kicsi, vastag lemezeknél nagyobb; • minden varratsor újból húz az anyagon: rétegeknél α kisebb, hernyóknálαnagyobb.
Egyoldalról hegesztve: α=50 42’ • Gyök kiköszörülve: α=20 8’ • Gyök kiköszörülve és gyökutánhegesztve:α=1051’
Többrétegű varrat hegesztése: - Gondos salakeltávolítás! Salakzárvány kiköszörülése, javítása költséges és kevésbé megbízható; Szigorúan követni kell az előírt hegesztéstechnológiát! A hegesztést követő utómunkálatok: • salakeltávolítás, varrathibák kijavítása, varratfelület lemunkálása, munkadarab egyengetése, varrat hőkezelése. A hegesztett kötések tervezésének alapelvei: • A varratok elhelyezésénél a csomópontokat kerülni kell; • A varratok mennyisége csökkenthető hajlított, kovácsolt, öntött alkatrészek kombinálásával; • A varrat a szerkezetben hozzáférhető, kényelmes helyzetben hegeszthető legyen, a szerkezet súlyponti tengelye körül kiegyensúlyozott legyen; • Ahol lehet, sarokvarrat helyett tompavarratot kell alkalmazni.