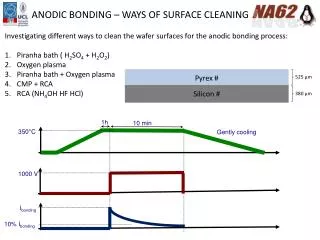
Download

1 / 19
200 likes | 564 Views
Cryogenic treatment of tools and steel surface cleaning. Cryogenic Technologies Lab. Institute of Physics Ukraine National Academy of Science (Kiev). Rolling Mills Department Iron and Steel Institute Ukraine National Academy of Science (Dnepropetrovsk). Directions of research.

E N D
Cryogenic treatment of tools and steel surface cleaning Cryogenic Technologies Lab. Institute of Physics Ukraine National Academy of Science (Kiev) Rolling Mills Department Iron and Steel Institute Ukraine National Academy of Science (Dnepropetrovsk)
Directions of research • Deep cryogenic treatment (DCT) of tools • Cryogenic cooling and cleaning in steel rolling We are developing the cryogenic equipment and technologies for DCT of tools and cooling systems for rolling mills and other machines to increase their service time and to improve surface quality of the steel
Original publications • DowdellR.L., Harder O.E. The Decomposition of the Austenitic Structure in Steel. Part II. The Decomposition of the Austenite in Liquid Oxygen / Trans. American Society for Steel Treating. – 1927. – vol. 11. – pp. 391. • Schroeter K. Transformation of Austenite to Martensite in Liquid Air / Zeitschriftanorg. AllgemeineChemie. – 1928. – vol. 169. – pp. 157-160.
Physics of DCT • Transformation of retained austenite • Precipitation of fine carbides Although the main ideas of DCT is commonly admitted, some practical issues are still remaining not quite clear: • Cooling rate and number of cycles for numerous steels • Time of DCT (really not instantaneous transformation) • Cooling with liquid or gaseous nitrogen • Appropriate routes of HT and DCT conjunction
Design of cryogenic processors Model 1 (original) 1 – chamber with vacuum insulation 2 – container with the heater for samples 3 – electric power amplifier 4 – digital controller 5 – vacuum insulated piping 6 – insert with electric vaporizer of LN2 7 – changeable Dewar tanks Model 2 (modified) Model 2 is more compact. Auxiliary elements are embedded into hull. The vaporizer is installed inside the wall volumes filled with LN2.
Parameters of cryogenic processor • Operating temperature range 80 ÷ 443 K • Operating time at 80 K - more than 24 h without refueling • Control accuracy ± 0.5 K • Cooling rate 1 ... 5K/min • LN2 tank volume 15-25 L (any available for manual lifting) • Consumption of LN2 1 liter per 1 kg of metal • The size of the container: D - 300 mm; height - 500 mm • Weight of loaded metal 20 kg(up to 200 tools)
DCT trials and testing • Basic (serial) HT of tools included: • Heating to +860°C (1220°C) • Quenching in oil to +20°C • (3 cycles tempering at +560°C) • Low tempering at +150°C • DCT after long time period included: • One cycle of DCT at -180C • Time of holding in LN2 - 18 h • Short time tempering at +120C
Tools testing after DCT Mills Р6M5 (1.3343) +26% Drills 9ХС (150Cr14) +65% Bearings ШХ15 (100Cr6) +59% In all tests, tools and bearings contacted to abrasive disk to provide equal conditions of wearing by load and speed.
Micro hardness and wear resistance • Micro hardness of tools was checked with standard device PMT-3 • Microstructures were investigated with the optical microscope "Axiovert 200M" • Wear was estimated by weighing machine VLA-200 with accuracy of 1 mg • A simplified method is used for abrasive wear testing based on drilling machines
Conclusions on DCT trials DCT is less or more efficient even after long time since HT Experiments showed the absence of strong correlation between micro hardness and wear resistance changes of different steels Small changes in micro hardness 3.3% of drills (9XC) and 24.5% of bearings (ШХ15) corresponded to large difference of wear resistance (65 and 59% respectively), while greatly increased micro hardness (170%) of mills (Р6M5) resulted in relatively small wear resistance (26%) That proves the different ways of DCT influence: retained austenite transformation in 9XC, ШХ15 steels instead of fine carbides precipitation in Р6M5 with higher temperature of initial quenching and subjected to three cycles of high tempering, hence, contained small amounts of austenite before DCT
Cryogenic cooling in steel rolling “Air Products and Chemicals”(USA) + SMS Siemag (Germany) • Separating the functions of lubrication and cooling • Using the rapid expansion of gaseous nitrogen • Using the temperature difference for thermo shock cleaning • Maintaining the original surface roughness of the rolls
Cryogenic cooling system (LN2) 1 – Dewar tank (500 L) 2 – automatic valve 3 – flexible insulated tube (5 m) 4 – insulated tube adapter 5 – collector with nozzles 6 – temperature control 7 – thermo sensors Much higher productivity and cheaper than “dry ice” blasting Temperature measurement of the rolls and LN2 feed control Reducing costs for cooling-lubricating fluid utilization Improved surface quality of product and service time of rolls
Prototyping of LN2 cooling The aim is to achieve LN2 vaporing exactly on the surface Dual phase mixture of LN2 and air disturbs flow under pressure Thermo-mechanical constants of materials varies significantly
Investigation of LN2 flows • Determination the properties of gas-liquid mixture, namely, the distance from the nozzle where the nitrogen phase transition occurs into predominantly gaseous state, performed using the "laser knife" method. • This technique involves the laser beam scanning with cylindrical prism in a plane that is perpendicular to the axis of the nozzle and the flow passing through it in different sections. • The use of two perpendicular laser planes can simultaneously explore the flow in longitudinal and cross section. Optical filters are applied to improve image contrast.
FEM model of cryogenic cleaning Micro profile of cold rolled strip
Conclusions on cryocooling It is important to achieve the transition from liquid nitrogen to its gaseous state right on the steel surface, then, liquid nitrogen penetrates into micro cracks and efficiently detaches surface pollution by evaporation. Thermo-mechanical interaction of cryogenic cooling flow with the air, quickly rotating rolls and moving strip greatly depends on the parameters of nozzles (pressure, length and angle of flow, the distance to the surface). Beside the usually noted effects of cryogenic cleaning, the cyclic quenching and hardening takes place within the small depth of roughness on the steel surface.
Patents and publications Patent of Ukraine № 84214 «Nitrogen cryostat for wide-range thermal treatment of materials» Patent of Ukraine № 84215 «Device for cooling of rolled strip and rolls» Increasing the wear resistance of tool steels by cryogenic treatment / Krot P.V.,Bobir S.V., Zharkov I.P. et al // Metallurgical processes and equipment. – 2013. –№4, pp.
Industrial implementation DCT processor is implemented in small industrial plant and large scale chamber is under consideration with machine building plant NKMZ (Ukraine) for cryogenic processing of work rolls in conjunction with standard HT. There is an agreement to test the cryogenic cooling system of rolls in the cold mill of JSC "Zaporizhstal" (Ukraine).
Thank you for attention!We are open for collaboration. Contact us, please. Dr. Pavel Krot paul.krot@gmail.com Dr. Ivan Zharkov zharkov@iop.kiev.ua Steel processing, cryogenic rolls cooling, industrial trials and modeling Cryogenic equipment development and production