Download

1 / 15
150 likes | 256 Views
Compressors Scale builds up rates prediction. Meshabab S. AL-Qahtani . Outline. Background Introduction Triangular Analysis Method (TAM) Results & Discussion Benefits of Applying (TAM) Conclusion . Background.

E N D
Compressors Scale builds up rates prediction Meshabab S. AL-Qahtani
Outline • Background • Introduction • Triangular Analysis Method (TAM) • Results & Discussion • Benefits of Applying (TAM) • Conclusion
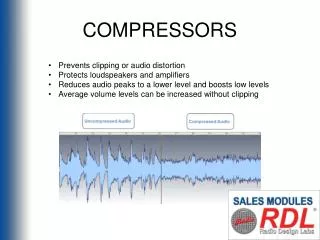
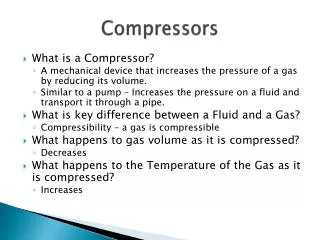
Background • The fouling is gradual process which prevalent due to nonvolatile mineral tend to deposit on gas path component. • It is not predictable to see scales inside operated process compressors. • Fouling is an expensive problem from energy consumption and degradation of downstream process equipment effectiveness.
Introduction • As fouling scales builds up, the vibration increased and efficiency decreased. The integral of vibration, scales build up and efficiency can be captured through TAM. • Inside-Case study for fouled Hydrogen boosting compressor 15 years in service using TAM to predict future scale build up rates.
What is TAM ? TAM is an integration between Vibration, Performance Monitoring historical trends and Scales measurements resulted of graphical liner scales predictions
Scale build up rates measurement 1 stage (clean) Impeller Diaphragm Eye: 1.575 Inlet: Tip: 0.398 Outlet: 1st stage (clean) 1 stage (fouled) Impeller Diaphragm Eye: 1.016 Inlet: Tip: 0.360 Outlet: 1st stage impeller (fouled)
DCS vibrations Monitoring Vibration at case 1 compressor shows 37 um at fouling before shutdown Other vibration points are high compared to the alarm settings. After overhauling it was 8 um averaged.
Performance Monitoring software Fig. 2 Power increased at operating point from 2198 Kw to 2765 Kw Fig. 1 Efficiency dropped from 68.5 to 48.5 at operating point
Benefits of Applying (TAM) • Excellent assessments to predict what scales rates and magnitude at any time compressor in service • Use this triangular analysis as part of Total Productive Maintenance (TPM) where shutdown could be predicted from performance degradation rates. • Determine the cleaning time for the compressor and validity for upstream solution like inhibitors' in operation • Root cause analysis for fouling problems at increased vibrations. And decreased efficiency. • Assess performance degradation at one operating point which eliminate carrying out field performance test • used as a debottlenecking evaluation for integral process
Conclusion • The accuracy of TAM can improved as assumption reduced and that depends on data accuracy and effective coloration. • Cost avoidance was calculated on the reserve and production of downstream process Gasoline production as $ 3.3 MM. energy conservation was calculated with extra power consumption to be around $.2 MM. Total of $ 3.5 MM was expected to be reaped with antifouling and close performance monitoring for these compressors. • These compressors are in hydrotreating unit were similar process are existing and possible implementation could result of wide cost reduction for refining • This method will be applicable for critical centrifugal compressors for un-processed gas applications.
Results & Discussion • During the overhauling Fouling of solid NH4SH was deposited in the compressor inlet stages and measured against clean stages (10% volume Reduction). • The performance program showed decrease in efficiency of the compressor by 20%. • An increase in the 1x vibration of about eight times compared to vibration reading after cleaning.