Download
1 / 32
340 likes | 376 Views
Learn about the use of simulation in manufacturing processes for visualization, analysis, and optimization. Discover typical simulation tasks and the phases of simulation project implementation. Find out how simulation results can impact resource availability, activities, and costs. Discover software tools such as e-Plant, Tecnomatix, and Teamcenter for efficient production planning.

E N D
Prof.dr.sc. PREDRAG ĆOSIĆ Department of Industrial Enineering Discrete Simulation in Manufacturing - Example of use Technomatix e-Plant software Laboratory for Process Planning 2010/2011
Distribucija podataka unutar tvrtke Prodaja Financije Menadžment ERP systém Nemogućnost korišćenja i razmjene podataka koji nastaju u digitalnom formatu je često nepremostivi problem u komunikaciji Logistika Konstrukcija Proizvodnja Tehnologija
POJAM SIMULACIJE Simulacija predstavlja alat poslovnog procesnog reinženjeringa koja omogućuje vizualizaciju, analizu, poboljšavanje i optimizaciju poslovnih procesa.
TIPIČNI ZADACI SIMULACIJE U PROIZVODNJI • Tipična primjena uključuje: • osmišljavanje organizacije rada te određivanje broja potrebnog osoblja i drugih resursa, • planiranje radnih vremena, • određivanje prioriteta poslova i zadataka, • izbor metoda rada, • planiranje kapaciteta, • određivanje veličine „šarži“, • vremensko planiranje proizvodnje / pružanje usluga, • poboljšanje produktivnosti i ukupne djelotvornosti, • reduciranje vremena radnih ciklusa, • smanjivanje troškova, • analizu uskih grla i razloga kašnjenja ili sporog odvijanja usluga, • tehnike analize troškova na osnovi aktivnosti i resursa.
Osnovne faze relizacije projekta simulacije neke organizacije: • priprema snimanja radnih mjesta, • snimanje stvarnog stanja i odvijanje toka rada po procesima i radnim mjestima te prikupljanje troškovnih podataka, • izrada modela procesa i organizacije toka rada, • provjera modela i konačna izrada modela, • simulacija na modelu radi utvrđivanja procesa i radnih tokova kod kojih su potrebna ili moguća poboljšanja, • pregled mogućih rješenja i njihova simulacija radi utvrđivanja optimalnih rješenja, • odabir optimalnih rješenja i njihova primjena.
Snimanje procesa i toka rada • sadržaj aktivnosti, • kapacitet (ulazni, izlazni), • radna vremena aktivnosti, • eventualna „šaržiranja“ (prije ili nakon aktivnosti), • troškovi, • value added time • startni ciklus, • efektno radno vrijeme (pauza, čekanje, prekidi i sl.), • dostupnost, • vrsta distribucije, • funkcionalnost, • operatori, • varijable, • posebni iskazi, itd. • value added time – vrijemepotrebno da se ostvari dodana vrijednost izratka
Rezultati koji nastaju kao posljedica simulacije • dostupnost resursa u vremenu, kapacitet, broj ulaza u sustav, prosječna • vremena po inputu, prosječni brojevi sadržaja po resursima, maksimalni sadržaji • po resursima,, • dostupnost aktivnosti u vremenu, kapacitet, broj ulaza u sustav, itd • prosječna vremena po inputu, • korištenje nakon simulacije posebnih statističkih modula omogućava ne samo • deskriptivnu statistiku već i testiranje nezavisnosti i kumulaciju podataka za • potrebe analize intervala.
Izvješća tijekom realizacije projekta: • Ispisani gantogram i Perthova karta poslovnih procesa i radnih tokova ( • Ispis modela i rezultata simulacije modela i prihvaćenih rješenja, • Datoteke sa modelom, unošenje dopune , uvođenja novih usluga itd.
Softveri, programski paketi C, Fortran, ALGOL, GPSS, GPSS, SIMSCRIPT, SIMULA i SLAM • E – Plant • Delmia PLM • Proplanner • Detektirati i eliminirati probleme u sustavu bez zastoja stvarnog sustava • Minimizirati investicijske troškove proizvodnih linija bez ugrožavanja • kvalitete output-a • Optimizirati performanse postojećih sustava poduzimajući • potrebne mjere koje su verificirane u simulacijskom modelu • eM-Plant predstavlja planski alat za oblikovanje, simuliranje, • vizualizaciju i optimiranje proizvodnih sustava i procesa
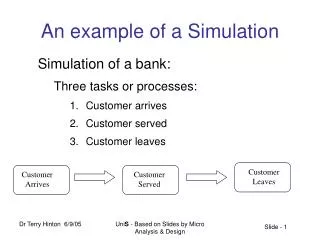
. Simulacijski model : Primjer
Specifikacija operacija i vremena za dijelove Proračun opterećenosti strojeva 1800, 3600, 5400 sati Vremensko opterećenje strojeva Opterećenost strojeva Dio, stroj operacija, tpz, t1
Simulacija u eM-Plantu ULAZ: • proizvodi koji se izrađuju, • pripremno-završna vremena, • jedinična vremena (norme), • zahtjevani godišnji broj proizvoda, • broj serija, • veličine serija, • redosljed tehnoloških operacija za izradu pojedinih dijelova, • strojevi na kojima se obrađuju pozicije u pojedinoj operaciji.
RAZRADA PRIMJERA • diskretni, odnosno digitalni model sustava. • komponente koje su povezane u cjelovit model • razrađeni tehnološki procesi • . za odabranih 10 proizvoda,, definirana je potrebna godišnja količina. • analitičkim putem potreban broj strojeva (da bi se izradila zahtjevana količina proizvoda u jednoj godini.) • tri smjene, bez subote i nedjelje, ukupno radno vrijeme od 450 minuta po smjeni i dnevni odmor od 30 minuta po smjeni. • zastoji, odnosno greške na strojevima koje uzrokuju privremeni zastoj stroja. – raspoloživost stroja. • raspoloživost koja iznosi 95% i vrijeme za otklanjanje kvara) koje iznosi 1h. Kao mogući uzroci zastoja pretpostavlja se sljedeće: • lom alata, • pogrešan obradak došao na stroj; • obradak pogrešno obrađen u prethodnoj operaciji, • pogrešna dokumentacija izdana, • nepredviđeno redovno održavanje stroja, • nepredviđeni kvar stroja, itd....
SCENARIJ 1 • izbaciti stroj Pila 2, te da se dodaju dvije tokarilice koje će rasteretiti stroj Tokarilica 3, • jedna tokarilica koja će rasteretiti stroj Tokarilica 2, • jedna tokarilica koja će rasteretiti stroj Tokarilica 5 i • jedna bušilica koja će rasteretiti stroj Bušilica 1
Opterećenje strojeva u početnom scenariju 1 Pila 2 slabo opterećena • Tamno plava polja - pauza u smjeni, • svijetlo plava neradne dane subote i nedelje, • smeđa udio pripremno-završnih vremena. • žuta polja blokiran izlaz te on ne može poslati dio na iduću operaciju, • crvena udio vremena -stroj pokvaren. • siva polja, kada stroj čeka dio koji će se obrađivati na njemu
SCENARIJ 2 • dodani su Tokarilica 21, Tokarilica 31, Tokariica 32, Tokarilica 51 i Bušilica 11 • izbačen je stroj Pila 2
Opterećenje strojeva u scenariju 2 • rasterećenje strojeva Tokarilica 2, Tokarilica 3 i Tokarilica 5 • strojevi manje čekaju na obradak • tri smjene bez subote i nedjelje proizvede se 339 od 358 • zahtijevanih serija , potrebno 460 dana • prvu i drugu smijenu uvedu radne subote i nedjelje smjenu • realizirana proizvodnja • .
Opterećenost strojeva nakon uvedene radne subote i nedjelje u 1. i 2. smjenu
Poremećaj planiranih aktivnosti • Potvrda ulazne kontrole da se radi o totalno pogrešno isporučenom sirovom materijalu , • Pogrešno obrađen dio u nekoj od operacija tehnološkog procesa, • Oštećenje obratka tokom internog transporta, • Deformacije obratka usljed nepažnje te prevelikog unosa topline tokom zavarivanja, • Neispravan NC program, • Neočekivani kvar stroja, • Zastoj zbog loma alata, • Planer nije predvidio redovni remont stroja, • Lansirana neodgovarajuća dokumentacija, itd. • Pogrešno isporučen sirovi materijal – pogrešna šarža, pogrešni proizvođač, nekontrolirana proizvodnja sirovog materijala, itd.
Gantogram bez pojave kvarova prikaz u odnosu na resurse Vrijeme trajanja izrade serije od 5 komada prikaz u odnosu na proizvode Crveno – prvi Pričvršćivač u seriji, ljubičasto – drugi, zeleno – treći, tirkizno – četvrti i žuto – peti (zadnji) Pričvršćivač u seriji.
Gantogrami uz simuliranje kvarova prikaz u odnosu na resurse Prikaz u odnosu na resurse Vrijeme trajanja izrade serije od 5 komada uz simuliranje kvarova Prikaz u odnosu na proizvode Crveno – prvi Pričvršćivač u seriji, ljubičasto – drugi, zeleno – treći, tirkizno – četvrti i žuto – peti (zadnji) Pričvršćivač u seriji
Vrijeme trajanja izrade serije od 5 komada uz simuliranje kvarova i bypass Vrijeme trajanja izrade serije od 5 komada uz simuliranje kvarova i bypass Vrijeme trajanja izrade serije od 5 komada uz simuliranje kvarova i bypass Simulacija kvarova i prebacivanje na drugi stroj prikaz u odnosu na resurse Vrijeme trajanja izrade serije od 5 komada uz simuliranje kvarova i bypass prikaz u odnosu na proizvode
Gantogram sa fiktivnom operacijom Crveno – prvi Pričvršćivač u seriji, ljubičasto – drugi, zeleno – treći, tirkizno – četvrti i žuto – peti (zadnji) Pričvršćivač u seriji Plavo – fiktivna operacija
Analiza rezultata Kriterij za dane scenarije: završiti na zadano vrijeme zadanu količinu proizvoda Razmatrana su samo rješenja: maks. korištenje vlastitih kapaciteta i organizacijski pristup problemu (povećanje broja smjena, proglašavanje neradnih dana radnim i sl.). Na danoj razini nije moguće zavrtiti model koji bi kombinirao različite pristupe te dao optimizaciju po četiri kriterija – MINIMALNI CIKLUS, MINIMALNI TROŠKOVI I VRIJEME IZRADE, MAKSIMALNI PROFIT): kombinacija vanjskih kooperanata, korištenje više resursa (ali različite produktivnosti-klasični strojevi, CNC, strojevim s pogonjenim alatima, više osi, automatska dobava materijala-dodavač šipki) i organizacijski (više smjena, radni vikendi, prekovremeno). Dakle, ako bi trebali uzeti i druge, istovremeno kriterije (minimalno vrijeme izrade, minimalni ciklus izrade, minimalni troškovi i maksimalni profit, trebali bi imati višekriterijalni matematički model koji bi uzeo istovremeno u obzir više kriterija, te bi radio bi kompromisno rješenje uzimajući u obzir dane kriterija. Dani scenariji su pojedinačni, kruti, i zavise samo o našem iskustvu i mašti........