Download

1 / 42
490 likes | 800 Views
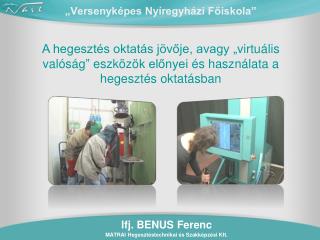
Hegesztéstechnológia tervezése. Dr. Komócsin Mihály. A kötés.

E N D
Hegesztéstechnológia tervezése Dr. Komócsin Mihály 2007. 03. 23 Komócsin M.
A kötés A világon ma épített mérnöki szerkezetek geometriai, igénybevételi és gyárthatósági megfontolásokból alkatrészekből, esetenként több száz, ill. több ezer alkatrészből állnak. Az alkatrészek közötti kapcsolatot erőátvitelre alkalmas kötések biztosítják. A kötés a szerkezet olyan legkisebb egysége, amely legalább két elemet, vagy elemrészt és közöttük egy kapcsolatot tartalmaz. 2007. 03. 23 Komócsin M.
A kötések csoportosítása A kötések lehetnek: alakzáró (csavar-, szegecs-, retesz- és poligonkötés), erőzáró (ék-, zsugorkötés) anyagrészecskék (ionok, atomok, molekulák) közötti erőkre épülők (ragasztott, forrsztott, hegesztett) Az első két csoport kötései roncsolás nélkül oldhatók (reverzibilisek), a harmadikba tartozóké csak roncsolással (irreverzibilis kötés). 2007. 03. 23 Komócsin M.
A hegesztett kötés Az anyagrészecskék közötti erőkre épülő kötési módok az összekötendő felületek között lehetséges anyagon belüli (kohéziós) vagy anyagok közötti (adhéziós) kötőerők létrehozásán alapulnak, másképpen fogalmazva a kötési folyamatban kohéziós vagy adhéziós vonzerők aktivizálása megy végbe. Az anyagrészecskék közötti erőkre épülő kötések legfontosabbika a hegesztés, a további kötéseket (keményforrasztás, lágyforrasztás, termikus szórás, ragasztás) a hegesztés rokoneljárásainak nevezik 2007. 03. 23 Komócsin M.
A hegesztési konstrukciós terv A hegesztési konstrukciós terven adott az egyes alkatrészek anyaga, mérete, hegesztett kötések varratalakja, mérete a szabványos rajzjeleivel, a hegesztett kötések megengedhető eltéréseivel szembeni követelmények, az eltérések ellenőrzési módja ill. ennek mértéke szerepelnek. 2007. 03. 23 Komócsin M.
A hegesztéstechnológiai terv A hegesztési konstrukciós tervre - amely a gyártótól általában függetlenül készül -, épül a hegesztési terv, amely nemcsak gyártmányonként, gyártónként eltérő, hanem egy adott gyártónál azonos termék esetén is eltérő lehet igazodva az adott gyártási időszak személyi és tárgyi adottságaihoz, a rendelkezésre álló kapacitásokhoz vagy akár a piaci igényekhez. A hegesztési terv tartalmazza a gyártmány előállításához szükséges valamennyi hegesztéstechnológiai adatot (heg.technológiai terv), meghatározza az alkatrész, majd a részegység, és végül az egész termék összeállításának, fűzésének és készrehegesz-tési sorrendjét, a nem teljes terjedelmű vizsgálatok helyének ill. mértékének, annak időbeni előírását a gyártás sorrendjében (minőségellenőrzés az egyes műveletek között, ill. a hegesztés alatt és után). 2007. 03. 23 Komócsin M.
A hegesztéstechnológiai terv A hegesztéstechnológiai terv már egy konkrét gyártó számára, annak eszközeit, szakszemélyzetét, gyártási tapasztalatát, minőségirányítási rendszerét figyelembe véve készül. A hatóságok által felügyelt, fokozott vagy különleges veszélyességű termékek gyártásakor a hatóság a gyártást a technológiai terv előzetes jóváhagyásához köti. Napjainkban nem ritka, hogy a nem hatósági átvétel köteles termékeknél maga a megrendelő köti ki a technológia előzetes jóváhagyásának igényét. A hatóságok számára a hegesztéstechnológiai terv előzetes alkalmasságának tanúsítását az által notifikált (kijelölt) tanúsító szervezetek végzik. A piaci szereplők által megkívánt tanúsításokat vagy ezek a notifikált szervezetek, vagy független szakértői irodák végzik. 2007. 03. 23 Komócsin M.
A hegesztéstechnológiai terv A hegesztéstechnológiai terv (utasítás) tartalmazza: az alkalmazandó hegesztési eljárás megnevezését; a hegesztési helyzetek megjelölését; a hegesztőanyagok előírásait; a hegesztési munkarendet; az előmelegítési, a közbenső és a hőntartási hőmérsékletre, a hőkezelésre, stb. vonatkozó előírásokat; a hegesztő minősítését; a fűző- és hegesztőkészülékeket, gépeket, az áramforrásokat. 2007. 03. 23 Komócsin M.
A hegesztő eljárás megválasztása A hegesztő eljárás megválasztása általában a technológiai tervet készítő mérnök feladata. Valamely hegesztési feladat általában többféle eljárással is megoldható. Közülük a választás egy vagy több szempont előtérbe helyezésével vagy optimálásával történik. A hegesztési eljárás kiválasztásánál általában a költség minimalizálás elvét követik, de szempont lehet a rövidebb gyártási idő, a termelő eszközök vagy a személyzet egyenletesebb terhelése, a fokozott minőségi vagy megbízhatósági követelmény. 2007. 03. 23 Komócsin M.
A hegesztő eljárás megválasztása Az eljárás kiválasztásában szerepet játszik: az alapanyag: fajtája (ötvözetlen szerkezeti-, melegszilárd-, hidegszívós-, korrózióálló acél, alumínium stb.); fizikai- és vegyi jellemzői (pl. fajlagos hővezető képessége, hőtágulási együtthatója, gázoldó képessége, oxigén iránti affinitása stb.); mérete (vastagság) és alakja (vastagabb és vékonyabb elemek, feszültséggyűjtő-, hőtorlódást okozó helyek stb.); hőkezelési állapota (edzett, lágyított, normalizált, termomechanikusan kezelt stb.); hideg-képlékeny alakítottságának mértéke; felületi állapota (rozsdás, revés, bevonatolt, szennyezett stb.); és ezek együttese által befolyásolt hegeszthetősége. 2007. 03. 23 Komócsin M.
A hegesztő eljárás megválasztása Az eljárás kiválasztásában szerepet játszik: a hegesztett kötés: típusa (tompavarrat, sarokvarrat stb.); egy-, vagy kétoldali volta; a varratának alakja (V, U stb. varrat) és hosszúsága; a kötés előírt minősége: (minőségi fokozat, alak- és mérettűrés, varratfelület); a gyártás körülményei (szakemberek, tárgyi erőforrások: pl. gyártótér, gyártó- és ellenőrző eszközök, üzemcsarnokon belüli anyagmozgatás lehetősége, stb). 2007. 03. 23 Komócsin M.
A hegesztő eljárás megválasztása Az eljárás kiválasztásában szerepet játszik: a hegesztett kötés igénybevétele: húzás; nyomás; nyírás; hajlítás; csavarás; ezek kombinációi; korróziós; időben állandó (statikus), időben változó (pl. fárasztó) igénybevétel növekedési sebességét tekintve lehet dinamikus 2007. 03. 23 Komócsin M.
A hegesztő eljárás megválasztása Az eljárás kiválasztásában szerepet játszik: a hegesztés végrehajtásának körülményei: szabadban vagy zárt helyiségben végzett hegesztés; hegesztési helyzet (vízszintes, függőleges, fej feletti); különösen nehéz vagy veszélyes munkakörülmények (pl. zárt térben vagy víz alatt végzett hegesztés); környezetvédelmi szempontok; az ív láthatósága, a varratvonal pontos követése miatt; a hegesztés paraméterei, (pl. az edződés, kilágyulás, kiválások elkerülése érdekében vagy a kényszerhelyzetű hegesztéskor a hegfürdő megfolyásának, lecseppenésének megakadályozására) 2007. 03. 23 Komócsin M.
A hegesztő eljárás megválasztása Az eljárás kiválasztásában szerepet játszik: a gyártás jellege: egyedi; kissorozat; nagysorozat 2007. 03. 23 Komócsin M.
A hegesztő eljárás megválasztása Az eljárás kiválasztásában szerepet játszik: a készülékezés: akár a sorozatgyártásnál a mellékidők csökkentése, vagy az előírt megengedhető eltérések elérése érdekében, a rendelkezésre álló munkaerő gyakorlottsága, szakképzettsége, minősítése csak az ennek megfelelő eljárás alkalmazását teszi lehetővé. Nagyszabású feladatnál elemzendő a munkaerő továbbképzése, új munkaerőt alkalmazása vagy alvállalkozó bevonása a szervezési szempontok: az adott hegesztett kötésre megfelelő termelékenységű gazdaságos eljárás nem illeszkedik az egész gyártási rendszerbe, hanem szűk keresztmetszet alakul ki, vagy a gyártmány egészénél más eljárás az optimális, akkor egy kötésnél ésszerű lehet eltérni az optimális eljárástól. 2007. 03. 23 Komócsin M.
A hegesztési technológia kidolgozásának lépései: 1. Döntés abban, hogy a hegesztést a cégnél rendelkezésre álló eljárásokkal, vagy fejlesztéssel ill. alvállalkozó bevonásával ezen túli eljárásokkal kívánják megvalósítani 2. A behatárolt eljárások köréből ki kell zárni azokat az eljárásokat, amelyekkel az adott anyagú alapanyag nem hegeszthető meg pl. titán ötvözet 111-es eljárással. 3. A szűkített eljárások köréből ki kell zárni azokat az eljárásokat, amelyekkel az adott hegesztési helyzetben a hegesztés nem végezhető el pl. fedett ívű hegesztés kizárólag vízszintes vagy vályú helyzetben alkalmazható, 4. A szűkített eljárások köréből ki kell zárni azokat az eljárásokat, amelyekkel az adott anyagvastagság nem hegeszthető meg pl. oxi-acetilén gázhegesztés vastag lemezeknél nem alkalmazható. 2007. 03. 23 Komócsin M.
A hegesztési technológia kidolgozásának lépései: 5. A hegesztési munka helyszíne alapján mérlegelni kell, hogy milyen pótlólagos intézkedésekre van szükség egy adott hegesztési eljárás alkalmazhatóságához (pl. szabadban végzett védőgázas hegesztésnél a szél elleni védelem sátorral) és ennek milyen hatása van az eljárás kiválasztás optimalizálási kritériuma (pl. költségcsökkentés) szempontjából. 6. Az előzetesen kiválasztott hegesztő eljáráshoz meg kell választani az élelőkészítést és a varrat kialakítást, majd meg kell határozni az első sor (gyök) és a teljes kitöltendő varratkeresztmetszetet. Ebben és a további lépések kidolgozásában már számítógépi programok nyújtanak segítséget megkímélve a hegesztő mérnököt a rutinszerű munkák fáradalmától és a hibázás kockázatától. 7. A hegesztési helyzet és az anyagvastagság figyelembevételével meghatározni az első sor (gyök) hegesztésekor a megengedhető legnagyobb leolvasztási teljesítményhez tartozó áramerősséget és hozaganyag átmérőt. 2007. 03. 23 Komócsin M.
A hegesztési technológia kidolgozásának lépései: 8. A hegesztési helyzet és az anyagvastagság figyelembevételével meghatározni az első sor (gyök) hegesztésekor az anyagátvitel jellegét és ennek ismeretében meghatározni a feszültséget. 9. A leolvasztási teljesítmény ismeretében a kitöltendő első sor (gyök) keresztmetszet alapján meghatározandó a hegesztési sebesség, 10. Az edződésre hajlamos acéloknál ki kell számolni a szakaszenergiát és ezt össze kell vetni az anyag hegeszthetőségével kapcsolatos kritériummal (hidegrepedés veszélye Emin.). Ennek alapján meg kell állapítani az előmelegítési hőmérsékletet. Tekintettel arra, hogy az előmelegítés költséges, továbbá a hegesztő munkakörülményeit jelentősen nehezíti, lehetőleg el kell kerülni, ha növelhető a szakaszenergia, akkor az előmelegítési igény csökken, ezért a tervezésben vissza kell menni a 6. ponthoz növelve a gyök keresztmetszetet, vagy ha ez az adott kötéskialakításnál nem lehetséges, akkor növelve a gyök élszalag magasságát, csökkentve az illesztési hézagot, a gyök keresztmetszet általában növelhető. 2007. 03. 23 Komócsin M.
A hegesztési technológia kidolgozásának lépései: 11. A hegesztési helyzet és az anyagvastagság, valamint a kitöltendő keresztmetszet alapján meg kell határozni a töltő- és takarósorok számát és a sorokhoz a megengedhető legnagyobb leolvasztási teljesítményhez tartozó áramerősséget és hozaganyag átmérőt. 12. A termomechanikusan kezelt acéloknál, a ferrites-, valamint kiválással keményített korrózióálló acéloknál ki kell számolni a szakaszenergiát és ezt össze kell vetni az anyag hegeszthetőségével kapcsolatos kritériummal (szilárdság csökkenés veszélye Emax.). 13. Ha a szakaszenergia nagyobb, mint a megengedett, akkor növelni kell a sorok számát visszatérve a 11. ponthoz, ennek megfelelően ha lehet, a hegesztési sebességet kell növelni, ha nem, akkor csökkenteni kell a leolvasztási teljesítményt. 2007. 03. 23 Komócsin M.
A hegesztési technológia kidolgozásának lépései: 14. A hegesztési helyzet függvényében elő kell írni, hogy a töltő- és takaró sorokat húzottan vagy lengetve kell-e készíteni, ez utóbbi esetben a lengetés szélességét is meg kell adni 15. A hegesztési adatok ismeretében meg kell határozni az élelőkészítés, a hegesztő hozag- és segédanyagok költségét, az energia költséget, a berendezések karbantartási és amortizációs költségét, a hegesztési ívégési időt, és ez alapján a hegesztési időt és a bérköltséget. Ezek összegzése adja a hegesztett kötés szűkített önköltségét. A szűkített önköltséget vagy a hegesztési időt össze kell vetni más eljárások hasonló adataival és a kedvezőbb eljárást kell választani a hegesztett kötés elkészítéséhez. 2007. 03. 23 Komócsin M.
Az élelőkészítés ill. kötéskialakítás tervezése : Hegesztett kötések csoportosítása az összekötendő elemek egymáshoz viszonyított helyzete szerint 2007. 03. 23 Komócsin M.
Az élelőkészítés ill. kötéskialakítás tervezése : Hegesztett kötések csoportosítása az összekötendő elemek egymáshoz viszonyított helyzete szerint 2007. 03. 23 Komócsin M.
Az élelőkészítés ill. kötéskialakítás tervezése : Hegesztett kötések csoportosítása az összekötendő elemek egymáshoz viszonyított helyzete szerint 2007. 03. 23 Komócsin M.
Az élelőkészítés ill. kötéskialakítás tervezése: A kötés típusát a tervező, míg az élelőkészítést illetve a kötéskialakítást általában a hegesztőmérnök tetszőlegesen határozza meg. A nyomástartó berendezések esetében egyes kötéskialakításokat a PED nem javasol. A kötéskialakítás tervezésénél figyelembe kell venni az adott eljárással elérhető beolvadási mélységet a gyökhiba elkerülhetőségét, a hozzáférhetőséget a kötéshibák elkerülése érdekében. Ezek figyelembevételével a lehető legkisebb keresztmetszetű kötést kell tervezni a költségek és a vetemedés minimalizálása érdekében. 2007. 03. 23 Komócsin M.
Az élelőkészítés ill. kötéskialakítás tervezése: A hegesztési él vagy élfelület a munkadarabnak a hegesztés helyéül kijelölt és a tervezett varratnak megfelelően kialakított éle, ill. felülete amelynek megömlesztésével alakul ki a hegesztési varrat. a) merőleges; b) 90o-ra peremezett; c) 90o-nál kisebb szögre peremezett;d) leélezett; s a munkadarab vastagsága;a perem hajlásszöge; a leélezés szöge; h perem, ill. a leélezés magassága; da leélezés szélessége;c orrmagasság; r a perem, ill. a lekerekítés sugara 2007. 03. 23 Komócsin M.
Az élelőkészítés ill. kötéskialakítás tervezése: A hegesztés megkezdése előtt a megfelelően leélezett munkadarabokat egymáshoz kell illeszteni. Az illesztés a munkadarabok összetartozó éleinek vagy élfelületeinek hegesztéshez való beállítása. 2007. 03. 23 Komócsin M.
Az élelőkészítés ill. kötéskialakítás tervezése: A varratok lehetnek egy- vagy kétoldaliak, készíthetők egy- vagy több sorban, ill. egy-vagy több rétegben. Hegesztéskor gyakran eltérő hegesztési adatokkal kell a gyökvarratot és a töltő-, ill. takaróvarratot elkészíteni. Sok esetben a hegesztési eljárás is eltér, pl. akkor, ha a gyököt SWI hegesztéssel, a töltő- és takaróvarratot pl. bevont elektródás ívhegesztéssel készítik. 2007. 03. 23 Komócsin M.
A hegesztőanyagok megválasztása: A hegesztőanyagot – amely a hozaganyagon kívül a hegesztéshez szükséges egyéb fogyó anyagok összefoglaló neve -, az alapanyagnak megfelelően kell választani. Az alapanyagot a tervező írja elő, mert a gyártmány funkciójából adódóan tervezői megfontolás tárgya a: a mértékadó igénybevétel; a mértékadó üzemi hőmérséklet; az alakadó technológiák, ezen belül a hegesztés; az alapanyag fémtani tulajdonságai (gyártás megkezdése előtti állapot, hőkezelés, szemcsenagyság, stb.); szállítási alak-, méret- és felületi kikészítés 2007. 03. 23 Komócsin M.
A hegesztőanyagok megválasztása: A hozaganyag alapvetően a varratvájat kitöltésére szolgál. Fémrészén kívül a hegfürdő védelmét, az ív stabilitását szolgáló keramikus és polimer anyagokat is tartalmazhat. Véges hosszúságban ilyen hozaganyag a csupán fémes részt tartalmazó pálca ill. az egyéb anyagokat is tartalmazó bevont elektróda és a csőelektróda. A kvázi végtelen hosszúságú hozaganyag a csupán fémes anyagból álló tömör huzal és szalag valamint a fémportöltetű huzal továbbá az egyéb anyagot is tartalmazó porbeles huzal ill. porbeles szalag. 2007. 03. 23 Komócsin M.
A hegesztőanyagok megválasztása: A hozaganyagot az alapanyagnak megfelelően kell választani, úgy, hogy a vele képzett tiszta hegömledék az alapanyaggal (közel) azonos legyen. A hasonlóság az alapanyag meghatározó tulajdonsága(i) pl. folyáshatár, szavatolt átmeneti hőmérséklet, kúszáshatár, vagy hőkezelésnek alávetett ill. korrózióval szemben ellenálló acéloknál a vegyi összetétel esetében álljon fenn. Néhány különleges esetben azonban ettől el kell térni, és az alapanyag tulajdonságait figyelembe véve választható más az adott célnak jobban megfelelő hozaganyag is. Ilyen, pl. az eltérő anyagcsoportba tartozó acélok ún. fekete-fehér kötésekhez sok esetben ajánlott a 20% Cr + 10% Ni összetételű, vagy nikkel bázisú hozaganyag használata. 2007. 03. 23 Komócsin M.
A hozaganyagok kiválasztása: A hozaganyag formája (pálca, bevont elektróda, huzal stb.) az eljárás kiválasztásával eldől. Az egyes hozaganyagok nemcsak fémes anyagokból állnak, így hasznosításuk nem éri el a 100%-ot, vagyis 1 kg hozaganyagból lényegesen kevesebb, mint 1 kg tiszta hegömledék képződik. A hasznosítási mérték befolyásolja az 1 kg hegömledékhez szükséges hozaganyag mennyiségét, így annak költségét, de befolyásolja a beolvasztási teljesítményt, így az hegesztési időt és a bérköltséget ill. az átfutási időt is. Bizonyos esetekben pl. szabadban végzett hegesztéskor, ha a hegesztési hely nem védhető a légmozgás hatásával szemben, akkor védőgázas fogyóelektródás ívhegesztéshez a porozitás veszélye miatt nem használható tömör huzal, helyette porbeles elektródahuzal alkalmazását kell előírni. Elsősorban felrakó hegesztésekhez az ötvözet keménysége, csekély alakváltozó képessége miatt nem lehet tömör huzalt húzni, ilyenkor kizárólagosan porbeles huzal ill. szalag áll rendelkezésre. 2007. 03. 23 Komócsin M.
A hozaganyagok kiválasztása: Mechanikai tulajdonságok. A hozaganyag gyártók termékismertetőjében általában "tiszta" leolvasztott hozaganyag ömledékéből készített próbatesteken mért eredmények találhatók. A legfontosabb mechanikai jellemzők a folyáshatár, a szakadásig elviselhető nyúlás és egy adott hőmérsékleten a garantált ütőmunka érték. Általában a hegömledékek folyáshatára lényegesen nagyobb, mint annak az alapanyagnak a folyáshatára, amelynek a hegesztésére tervezték. Lényegesen kritikusabb az ütőmunka értéke ill. a nyúlás. 2007. 03. 23 Komócsin M.
A hozaganyagok kiválasztása: Vegyi összetétel. A hőkezelt, korróziós igénybevételnek kitett hegesztett kötéseknél elsősorban a varrat vegyi összetétele a fontos. Az adott hegesztőanyaggal és a "járatos" hegesztési jellemzők (munkarend) alkalmazásával készített ömledék vegyelemzésével határozzák meg a várható vegyi összetételt. Ezt a felhasználónak a kiválasztáshoz ismernie kell, mert ennek ideális esetben meg kellene egyeznie az alapanyag összetételével. Ezeket az értékeket a katalógusok általában tartalmazzák. Ismerni kell a különféle mikroötvözők és szennyezők mennyiségét is, továbbá a varratfém hidrogéntartalmát is. 2007. 03. 23 Komócsin M.
A hozaganyagok kiválasztása: A hozaganyag átmérőjének kiválasztásakor lényeges szempont, hogy a hozaganyag a lehető legnagyobb átmérőjű legyen, mert ez egyrészt költségcsökkentő mivel a nagyobb átmérőjű hozaganyag egységára kisebb, másrészt az átmérő nem korlátozza a beolvasztási teljesítményt. Az átmérő növelésének két dolog szab határt az egyik, hogy az első sor hegesztésekor csak olyan átmérőjű hozaganyag alkalmazható, amellyel hegesztve az ív talppontja nem az oldalfalakon, hanem a gyökön helyezkedik el. 2007. 03. 23 Komócsin M.
A hozaganyagok kiválasztása: Hivatalos jóváhagyások, minősítések. Az olyan gyártmányokhoz, amelyek hatósági átvétel kötelesek pl. hajó, nyomástartó edény, daru, kazán stb., általában előírják, hogy csak hivatalos minősítésű, ún. approbált hozaganyagot szabad használni. A hegesztőanyag katalógusban erre vonatkozóan hivatkozások vannak, pl. hajóregiszter, ill. a vasút, és más minősítők által kiadott jelölések, amelyek a hozaganyag használhatóságának körét behatárolják, pl. az alapanyag, a hegesztési helyzet tekintetében is. 2007. 03. 23 Komócsin M.
A hegesztési munkarend tervezése: A bevont elektródás ívhegesztés tervezésekor az alapvető munkarendi adat az áramerősség. Az elektróda átmérőjének megválasztásakor technológiai és gazdaságossági szempontokat kell figyelembe venni. Az elektróda de átmérője nagyjából meghatározza az áramerősséget is. Az áramerősség egy adott átmérőjű elektróda esetében egy tartományon belül választható meg. A tartomány alsó értékét, a legkisebb megengedhető áramerősséget a még éppen fenntartható stabil ív áramszükséglete jelöli ki, míg a tartomány felső határát az elektróda túlhevülése, a bevonat leválása korlátozza. 2007. 03. 23 Komócsin M.
A hegesztési munkarend tervezése: A feszültséget a hegesztő a hegesztő tápegységen nem tudja állítani, hanem az ív hosszúságával tudja szabályozni. A szokásos ívhosszúság a bevont elektróda maghuzal átmérőjével egyező. 2007. 03. 23 Komócsin M.
A hegesztési munkarend tervezése: A munkarend eleme az áram nem és a polaritás is, ami az elektróda bevonat függvénye. Az elektródák többsége alkalmas a váltakozó áramú hegesztésre. A bázikus salakot adó bevonattal ellátott elektródák általában csak egyenáram fordított polaritással hegeszthetők. A munkarendi adatok között meg kell adni az elektródák kihúzási hosszát, amely adott méretű elektródával folyamatos hegesztés során lerakható varrat hossza. A kihúzási hossz függ a fajlagos hőbeviteltől, az elektróda átmérőjétől és hosszától, a kihozatali tényezőtől. Értéke meghatározható: kihúzási hossz = 2007. 03. 23 Komócsin M.
A hegesztési munkarend tervezése: ahol de az elektródák átmérője mm-ben, Q a fajlagos hőbevitel kJ/mm-ben, L az elektróda 40 mm-es befogóvéggel csökkentett hossza mm-ben, F a kihozataltól függő tényező kJ/mm3-ben A kihúzási hossz ismeretében meghatározható az egy sorral feltöltött varratkeresztmetszet ill. a kötés teljes varratkeresztmetszete ismeretében előírható soronként a munkarendi adatok. 2007. 03. 23 Komócsin M.
A hegesztési utasítás (WPS): 2007. 03. 23 Komócsin M.
A hegesztési utasítás (WPS): 2007. 03. 23 Komócsin M.
A hegesztési utasítás (WPS): 2007. 03. 23 Komócsin M.