Download
1 / 6
70 likes | 269 Views
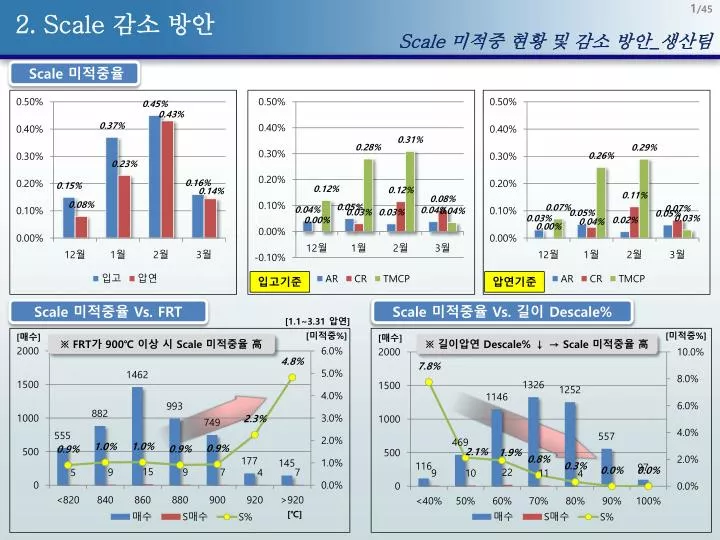
2. Scale 감소 방안. Scale 미적중 현황 및 감소 방안 _ 생산팀. Scale 미적중율. 입고기준. 압연기준. Scale 미적중율 Vs. FRT. Scale 미적중율 Vs. 길이 Descale %. [1.1~3.31 압연 ]. [ 미적중 % ]. [ 미적중 % ]. [ 매수 ]. [ 매수 ]. ※ FRT 가 900 ℃ 이상 시 Scale 미적중 율 高. ※ 길이압연 Descale % ↓ → Scale 미적중 율 高. [ ℃ ]. 2. Scale 감소 방안.

E N D
2. Scale 감소 방안 Scale 미적중 현황 및 감소 방안_생산팀 Scale 미적중율 입고기준 압연기준 Scale 미적중율Vs. FRT Scale 미적중율Vs. 길이 Descale% [1.1~3.31 압연] [미적중%] [미적중%] [매수] [매수] ※ FRT가 900℃ 이상 시 Scale 미적중율高 ※ 길이압연 Descale% ↓ → Scale 미적중율高 [℃]
2. Scale 감소 방안 Scale 미적중 현황 및 감소 방안_생산팀 Scale 미적중율Vs. 재로시간 Scale 미적중율Vs. 홀딩후Descale% [1.1~3.31 압연] [1.1~3.31 압연] [매수] [매수] ※ 홀딩 후 Descale% ↓ → Scale 미적중율 高 ※ 재로시간↑ → Scale 미적중율 高 [min.] 분석 및 대책 Scale 미적중율Vs. 최종D후 잔여Pass [1.1~3.31 압연] • Data 분석 결과 • 1) TMCP(약CR) 압연 시 Scale 발생 관련 인자 • : FRT / 재로시간/ 길이 Descale% / 홀딩 후 Descale% • / 최종 Descale pass 후 잔여 Pass • → 인자 별 압연 조업 시 관리 要 • 2. 대책(조업 표준) • 1) FRT 실적 900℃ 미만 관리(현재 900℃ 초과 지시 없음) • 2) 길이압연 Descale% 80% ~ 90% 관리 • 3) 재로시간200분 이하 관리 • 4) 홀딩 후 Descale% 80%~90% 관리 • 5) 최종 Descale pass 후 잔여 2 Pass 이하 관리 • 6) 설비 개선 • - 압연 Descale nozzle 교체 (4/2) • - Primary descale box nozzle 교체(4/2) [매수] ※ Last Descale Pass 후 잔여 3 Pass 이상 시 → Scale 미적중율 高 [Pass수]
2. Scale 감소 방안 약CR+ACC 월별 조업 변동 사항_생산팀 길이압연 Descale% FRT [점유율] [점유율] ※ 3월 조업 시 길이압연 Descale% ↑ ※ FRT 900℃ 초과재 작업지시 변경으로 FRT 900℃이상재 감소 [℃] 홀딩 후 Descale% 추출온도 [Descale%] [점유율] ※ S490FG, S491FG 강종에 한하여 추출온도 하향 조정하였으나 큰 조업 변동 효과 無 ※ 3월 조업 시 홀딩 후 Descale% ↑ [℃] [Pass수]
6. 품질 검사 System 개선 방안 발생 유형별 개선 방안(Scale)_품질관리팀 발생 유형 / 개선방안 ▶ Claim 건수 : 9건(2012년 ~ 2013. 3) • Scale 감소를 위한 조업 개선 • Scale 관련 검사 기준 확립 세부 개선 방안 ▶조업 개선 - FM Descale Nozzle 관린 기준 강화 : 20만회 16만회교체 및 정기 보수 時 예방 점검 - Stripper Scale 제거 개선: 극후물 조업 後 점검/청소 및 세척수 수압 향상(4/1) - Descale Box 개선 필요(정비팀) ▶검사 기준 및 Flow 개선 - 강관용 검사 강화 : 결함 발생 우려材 전량 Turn Over 검사※ 결함 발생 우려材: 날판 기준 처음/마지막 제품 - 중간 검사 Scale 확인 제품 : 전량 Shot 後 정밀 검사 - 직영 검사 계장 교육 실시 (4월 中 완료)
별첨 1. 수제촌材 결함 사진 수제촌 개요도 ASM 제촌(Crop 고려) ASM 제촌(Crop 고려) 수제촌(날판폭 고려) 수제촌(날판폭 고려) 결함 사진 TOP Crack 절단설압입흠(Crop)