Download
1 / 29
330 likes | 641 Views
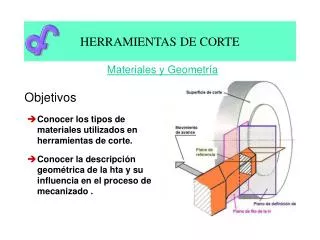
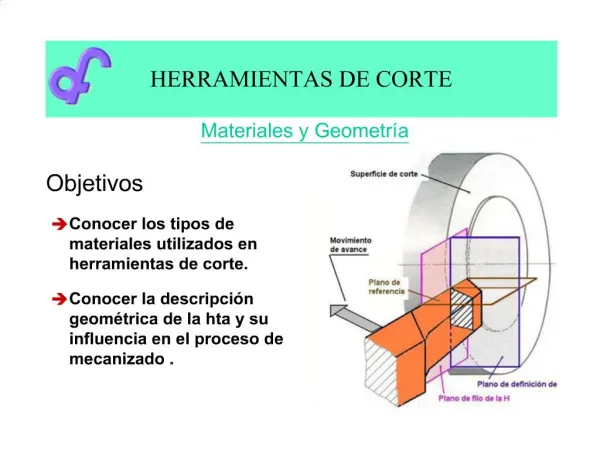
Duración de Herramientas, Velocidad de Corte. Cap 9.3.3 -9.3.6. Presentado por: Andrés Nieto 200314232 Paola Parra 200223945. Ecuación de Kronenberg. La propuesta de Kronenberg expresa la ecuación de Taylor sustituyendo h y b por su producto, introduciendo un coeficiente de forma G=(b/h).

E N D
Duración de Herramientas, Velocidad de Corte.Cap 9.3.3 -9.3.6 Presentado por: Andrés Nieto 200314232 Paola Parra 200223945
Ecuación de Kronenberg • La propuesta de Kronenberg expresa la ecuación de Taylor sustituyendo h y b por su producto, introduciendo un coeficiente de forma G=(b/h). Ec. Taylor Siendo CVB es la velocidad unitaria para A=1mm2 G=5 T=60min
Los exponentes f, g y q son determinados a partir del material a utilizar. f=0.28 para aceros 0.20 para fundiciones g=0.14 para aceros 0.10 para fundiciones q=0.15…………0.30 • Esta nueva interpretación relaciona la velocidad de corte y demás magnitudes de interés en trabajos de torneado. • Los valores v y las potencias A,G,T, están calculados y tabulados para aceros y fundiciones. • Las herramientas a considerar son de Carburo de Tungsteno y Aceros Rápidos.
Acero A0.28 Fundición A0.28 Fundición (G/5)0.10 Acero (G/5)0.13
(T/60)0.15 (T/60)0.25 (T/60)0.25 (T/60)0.167 (T/60)0.30
0.18 1.28
La propuesta de Woxen consistía en relacionar la duración de la herramienta con su temperatura. Teniendo en cuenta que la temperatura es función directa de la viruta equivalente q. • Donde L es la longitud del filo activo y A la sección de área de la viruta • Con lo cual formulo la siguiente ecuación he=espesor de viruta equivalente
En las graficas se demuestra la relación entre la temperatura v vs θ y v vs q • Dado que las relaciones entre v y q no son lineales Woxen introdujo la corrección 1/(1+gq), con lo cual se obtiene:
Teniendo en cuneta la validez de la ecuación de Taylor se tiene Woxen obtiene: • Tx es una duración prefijada y Cw´ una constante del material relacionada con Tx
Ecuación de colding: • Recurriendo al analisis dimensional propuso que los exponentes δ y α no son constantes y en 1958 propuso la siguiente ecuación: • Con a, c, h constantes. • k-ax+bx2+cy+dy2-z+ez2+fxy+gyz+hxz=0 • x=log(q) • y=log(v) • z=log(T)
9.3.5 Ecuación de König-Depiereux • Las curvas experimentales encontradas por Taylor no tiene un comportamiento lineal en todos los materiales (Refractarios Y de Empleo Aeroespacial).
Formulan una nueva ecuación, considerando que la inclinación de la curva log T – log v puede ser expresada por la función. o por la
M=tan n1 N=tan n2
De igual forma encontramos una nueva ecuación, considerando la curva log T – log a puede ser expresada por la función. o por la
De estas ecuaciones se puede deducir: • Donde Kv, m, ia, n y c son constantes • Esta corresponde a la ecuación de Taylor en el caso de anularse la curvatura de la función T=f(v) en coordenadas doble-logarítmicas. • Cuando la curvatura no es nula o despreciable esta nueva relación permite a diferencia de la Ley de Taylor, la optimizacion del costo en función, tanto de la velocidad de corte como del avance
9.3.6 Datos de Mecanizado en forma tabular • Las relaciones encontradas de duración de la herramienta no son fáciles de aplicar en la practica, por ello se ha creado tablas con datos relacionándome las velocidades de corte con diferentes materiales.