Download
1 / 26
290 likes | 1.1k Views
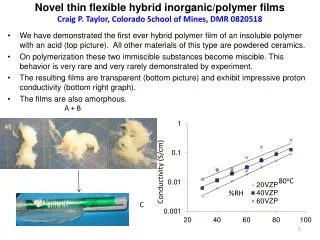
Polymer/organoclay composites: Opportunities in PE blown films for laminated multi-layer packaging. Amos Ophir, Shmuel Kenig, Ana Dotan and Daniella Millis Israel Plastics & Rubber Center Shenkr College of Engineering and Design Ramat-Gan, Israel Ronopolidan, Israel February 2007. Outline.

E N D
Polymer/organoclay composites:Opportunities in PE blown films for laminated multi-layer packaging Amos Ophir, Shmuel Kenig, Ana Dotan and Daniella Millis Israel Plastics & Rubber Center Shenkr College of Engineering and Design Ramat-Gan, Israel Ronopolidan, Israel February 2007
Outline Introduction ► Properties of PE films for laminates ► Organoclay nanocomposite film for laminates Case study: PE film for personal care laminates ► Organoclay master-batch preparation ► Industrial scale blown film production of PE/organoclay nanocomposite films ► Thermal and mechanical properties ► Barrier properties ► Sealing and hot tack properties Concluding Remarks
Properties of PE films for laminates • Balanced stiffness/flexibility • Puncture resistance • Barrier to gas, oxygen, water, etc. • Chemical resistance and stability • Thermal stability • Optical appearance (high gloss) • Bonding capability to BOPET or BOPP • Sealing properties (peelable, non-peel)
Organoclay nanocomposite film for laminates Polyolefin base materials for laminates (as inner liner layer) • LLDPE/LDPE (+ ethylene copolymer, metallocene ?) • HDPE/MDPE (+ ethylene copolymer, metallocene ?) • HPP/RacoPP (+ propylene copolymer, metallocene ?) • New alternative PE(LD,LL)/O-MMT (+ ethylene copolymer)
Organoclay nanocomposite film key issues for packaging • Exfoliation • Compatibility • Orientation • Inhibition of re-aggregation • Inhibition of clay translocation
Comparison of various PO films for laminated multi-layer packaging
Case study PE film for personal care laminate 1. Preparation of organoclay master-batch(20%) • Pre-compound of ternary blend of LLDPE + LDPE + LLDPE-g-MAH • Mixing compound with 20wt% of o-mmt clay ( Cloisite 15A -Southern Clay), in one step compound process in a cascade twin screw extrusion system. • Melt processing temp.: 180 - 185ºC • Screws rpm: 350 • Production output rate: 200 Kg/h
Case studyPE film for personal care laminate 2. Industrial scale production of PE/organoclay nanocomposite blown film (mono layer) Films production from a physical blends of the following components:
Blown film production data • Extrusion temperature profile: 165 – 185ºC • Screw rpm: 112 • Production output rate: 74 Kg/h • Line speed: 15 m/min • Head pressure: 295 bar • Blow-up ratio (BUR): 2.88 • Draw down ratio (DDR): 6.16 • Film thickness: LDPE/LLDPE – 60 micron LDPE/LLDPE/o-mmt(4%) – 54 micron LDPE/LLDPE/EVA/o-mmt(4%) – 54 micron
Case studyPE film for personal care laminate 3. Film characterization (comparison with HDPE/MDPE film) • Microstructure • Tensile properties • Tear propagation properties • Oxygen permeability properties • Heat sealing properties
Microstructure (TEM) • LDPE/LLDPE/EVA/o-mmt(4%) film
Tensile and tear properties • Tensile test: at 50 mm/min • Tear propagation test: at 250 mm/min
Heat sealing properties • Heat-sealing mechanism and role of organoclays 1. Organoclays may affect the sealing characteristics from no seal or non-peel welding to controllable peel welding. 2. Organoclays may dramatically increase the barrier to diffusion of gases and vapors throughout the sealing region pass.
Heat sealing properties (cont.) • Heat sealing characteristics and peeling/tearing modes
Heat sealing properties (cont.) • Heat sealing characteristics and peeling/tearing modes (cont.)
Heat sealing properties (cont.) • Heat sealing conditions (two platens set) - seal bar width: 25.4 mm - platen seal pressure: 3 bars - platen seal dwell time: 0.5 sec. - platen seal temperature: varied from 40 to 180C • Peel testing conditions: - tensile jaws speed: 25 mm/min
Concluding remarks • Incorporation of 4wt% organoclays in blown film LDPE/LLDPE for laminate liners contributes the following benefits: 1. Increases mechanical strength and stiffness while conserving the film toughness and tear resistance. 2. Exerts balanced exfoliation and orientation layer of silicate microstructure. 3. Dramatically increases the MD and TD elongation and balances both directions mechanical strength and strain properties. 4. Increases thermal-mechanical resistance over wide temperature range. 5. Advantage over HDPE/MDPE in most mechanical tensile and tear properties. 6. Increases barrier to O2 transmission by a factor of 3, to a level better than HDPE/MDPE. 7. Alters the heat sealing properties characteristics, while with an addition of ethylene copolymer exerts convenient and durable peel properties, over the tradition non-peel behavior of the rests.
Acknowledgements Shenkar/IPRC • Shmuel Kenig • Ana Dotan • Irena Belinsky • Shura Muchelov PennState (US) • Matt Heideker Ronopolydan • Daniella Millis