Download
1 / 123
1.25k likes | 1.59k Views
D. D. L. L. M. M. D. D. L. L. M. M. L. L. M. M. G. G. L. L. G. G. A. A. A. A. G. G. Layout. What Is Layout Planning?. What centres should the layout include? How much space and capacity does each centre need? How should each centre’s space be configured?

E N D
D D L L M M D D L L M M L L M M G G L L G G A A A A G G Layout
What Is Layout Planning? • What centres should the layout include? • How much space and capacity does each centre need? • How should each centre’s space be configured? • Where should each centre be located?
Strategic Issues • Facilitating the flow of materials • Increasing the efficient utilization of labour and equipment • Increasing customer convenience • Reducing hazards to workers • Improving employee morale • Improving communication
Criteria for a Good Layout • Maximum flexibility • Maximum co-ordination • Maximum use of volume • Maximum visibility • Maximum accessibility
Criteria for a Good Layout • Minimum distance • Minimum handling • Minimum discomfort • Inherent safety • Maximum security • Efficient material flow • Identification
Layout Types • Process Layout • Product Layout • Fixed-Position Layout • Hybrid Layout - Cells
Layout Types - Process Layout • Organizes resources around the process and groups work stations or departments according to function • Intermittent, low volume, high-variety
Layout Types - Process Layout Grinding Forging Lathes Painting Welding Drills Milling Office Foundry machines (a) Layout of a job shop
Layout Types - Process Layout Grinding Forging Lathes Painting Welding Drills Milling Office Foundry machines (a) Layout of a job shop
Layout Types - Process Layout Grinding Forging Lathes Painting Welding Drills Milling Office Foundry machines (a) Layout of a job shop
Layout Types - Process Layout Grinding Forging Lathes Painting Welding Drills Milling Office Foundry machines (a) Layout of a job shop
Layout Types - Process Layout Grinding Forging Lathes Painting Welding Drills Milling Office Foundry machines (a) Layout of a job shop
Layout Types - Process Layout • Advantages • General purpose, flexible resources are less capital intensive • Less vulnerable to changes in product mix or new market strategies • Equipment utilization can be higher, because not dedicated to one product line • Employee supervision can be more specialized
Layout Types - Process Layout • Disadvantages • Slower processing rates • Lost production time during setups • More capital and more floor space tied up with inventory • Longer manufacturing lead times • Costly materials handling, requiring variable path devices • Production planning and control more difficult
Layout Types - Process Layout • A major challenge in designing process layouts is to identify dominant flow patterns among the jumbled traffic and to locate centres so that materials handling is minimized.
Layout Types - Product Layout • Dedicates resources to a product or closely related product family • Repetitive, high-volume, continuous production • Workstations or departments are arranged in a linear path, which is consistent with the routing sequence of the product.
Layout Types - Product Layout Station 1 Station 2 Station 3 Station 4 (b) Layout of a production line
Layout Types - Product Layout Station 1 Station 2 Station 3 Station 4 (b) Layout of a production line
Layout Types - Product Layout Station 1 Station 2 Station 3 Station 4 (b) Layout of a production line
Layout Types - Product Layout Station 1 Station 2 Station 3 Station 4 (b) Layout of a production line
Layout Types - Product Layout • Advantages • Faster processing rates • Lower inventories • Infrequent setups
Layout Types - Product Layout • Disadvantages • More risk of layout redesign • Less flexible • For low volume, dedicated resources have low utilization
Layout Types - Product Layout • Challenge in designing product layouts • Minimize resources used to achieve desired output rate • Balance tasks, equalize the workload assigned to resources
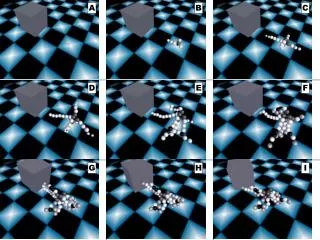
Layout Types - Fixed-position Layout • Product is fixed in place. Resources come to the product, minimizing number of times product must be moved. • Used for: • Very large products, ships, roads, power plants, airplanes • Service of fragile or bulkyitems
Layout Types - Fixed-position Layout Process Process Process Product Process Process
Layout Types - Fixed-position Layout • Advantages • Material movement is reduced to a minimum. • The task is usually carried out by a gang of operators, hence continuity of operators and responsibility is required. • Production centres often operate independently of each other, and effective scheduling can be planned to ensure minimum total production time.
Layout Types - Fixed-position Layout • Limitations • Movement of machines and equipment to the production centre may be costly and time consuming. • Positioning of the material or object or machines may be cumbersome and costly. • Machine and equipment utilisation is usually low, owing to handling and positioning time. • High grades of skill are required.
One Worker, Multiple Machines Group Technology Machine 2 Machine 3 Machine 1 Materials in Finished goods out Machine 4 Machine 5
Group Technology Parts Families Source: Mikell P. Groover. Automation, Production Systems, and Computer-Aided Manufacturing. Englewood Cliffs, NJ: Prentice-Hall, 1980, p. 540. Used by permission.
Group Technology Lathing Milling Drilling D D L L M M D D L L M M Grinding L L M M G G Assembly L L G G A A Receiving and shipping A A G G
Group Technology Lathing Milling Drilling D D L L M M D D L L M M Grinding L L M M G G Assembly L L G G A A Receiving and shipping A A G G (a) Jumbled flows in a job shop without GT cells
Group Technology Lathing Milling Drilling D D L L M M D D L L M M Grinding L L M M G G Assembly L L G G A A Receiving and shipping A A G G (a) Jumbled flows in a job shop without GT cells
Lathing Milling Drilling D D L L M M D D L L M M Grinding L L M M G G Assembly L L G G A A Receiving and shipping A A G G Group Technology (a) Jumbled flows in a job shop without GT cells
M L L G Assembly area D A A Cell 2 Cell 1 L M Receiving G G Cell 3 M L D Shipping Group Technology (b) Line flows in a job shop with three GT cells
M L L G Assembly area D A A Cell 2 Cell 1 L M Receiving G G Cell 3 M L D Shipping Group Technology (b) Line flows in a job shop with three GT cells
M L L G Assembly area D A A Cell 2 Cell 1 L M Receiving G G Cell 3 M L D Shipping Group Technology (b) Line flows in a job shop with three GT cells
M L L G Assembly area D A A Cell 2 Cell 1 L M Receiving G G Cell 3 M L D Shipping Group Technology (b) Line flows in a job shop with three GT cells
Department Area Needed(ft2) 1 Burr and grind 1000 2 NC equipment 950 3 Shipping and receiving 750 4 Lathes and drills 1200 5 Tool crib 800 6 Inspection 700 Total 5400 60' 90' Longhorn Machine
Department Area Needed(ft2) 1 Burr and grind 1000 2 NC equipment 950 3 Shipping and receiving 750 4 Lathes and drills 1200 5 Tool crib 800 6 Inspection 700 Total 5400 2 4 3 60' 6 5 1 90' Longhorn Machine Figure 10.6
2 4 3 60' 6 5 1 90' Longhorn Machine
2 4 3 60' 6 5 1 90' Trips Between Departments Department 1 2 3 4 5 6 1 Burr and grind — 2 NC equipment — 3 Shipping and receiving — 4 Lathes and drills — 5 Tool crib — 6 Inspection — Longhorn Machine