Download

1 / 48
510 likes | 1.37k Views
Explore the history and innovations of oxyacetylene welding, a vital welding process used in metal fusion. Learn about key discoveries, the process, gases involved, and its contemporary applications. Discover how this technique has evolved over time and its relevance in today's welding industry.

E N D
History of Oxyacetylene Welding • Early Egyptians, Greeks, and Romans used alcohol or oil flame to fuse metals • In nineteenth century various gases tested • In 1847, Robert Hare fused platinum with oxyhydrogen flame • In 1880, production of oxygen and hydrogen through electrolysis of water made distribution of gases in cylinders under pressure • Late 1800s experiments done with oxygen-coal gas and air-hydrogen flames
Discoveries Leading to the Oxyacetylene Process • In 1836, Edmund Davey discovered acetylene gas • In 1862, acetylene gas produced from calcium carbide • In 1895, Thomas L. Willson produced calcium carbide commercially • Used for residential lighting • In 1895, LeChatelier discovered that combustion of acetylene with oxygen produced flame hotter than any other gas flame
Discoveries Leading to the Oxyacetylene Process • In 1900, Edmond Fouche invented high pressure acetylene torch • Later designed low pressure torch (worked on injector principle) • In 1906 Eugene Bourbonville brought first welding torch to this country • Process first used for maintenance and repair • During World War I oxyacetylene welding became production tool
Oxyacetylene Welding • Definition: • Join metal by heating surfaces to be joined to melting point with gas flame • Fusing metal into homogeneous mass • Letting it solidify into a single unit • Flame in cone reaches temperatures as high as 5800º to 6300ºF • Filler rod may or may not be used to intermix with molten pool
Oxyacetylene Process • During first part of this century used as major welding process both for fabrication and construction, maintenance and repair • Today use limited for industrial production purposes • Still used for brazing, soldering, welding metals with low melting points; general maintenance and repair work
Gases • Oxyacetylene welding process uses two principal gases • Oxygen and acetylene • Other gases can be used for cutting and heating • Propane • Natural gas
Oxygen • Gaseous Chemical element in air • Necessary for life • Most abundant chemical element in crust of Earth • No color, odor, or taste • Does not burn, but supports combustion • Substances that do not burn in air will in oxygen
INTRODUCTION • Gas welding is a fusion welding process. It joins metals, using the heat of combustion of an oxygen/air and fuel gas (i.e acetylene, hydrogen, propane or butane) mixture. • The intense heat (flame) thus produced melts and fuses together the edges of the parts to be welded, generally with the addition of a filler metal.
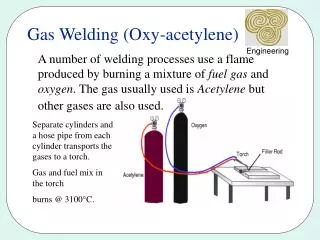
Oxyacetylene Welding (OAW) The oxyacetylene welding process uses a combination of oxygen and acetylene gas to provide a high temperature flame.
Oxyacetylene Welding (OAW) • OAW is a manual process in which the welder must personally control the the torch movement and filler rod application • The term oxyfuel gas welding outfit refers to all the equipment needed to weld. • Cylinders contain oxygen and acetylene gas at extremely high pressure.
Fuel Gasses • Propane (LPG) • Natural Gas • Acetylene • Hydrogen
Uses • Traditionally oxy fuel equipment was used for: • Brazing • Fusion welding • Flame hardening • Metalizing • Soldering • Stress relieving • Cutting • Bending • New technologies in the GMAW process has almost eliminated the need for oxy fuel welding. • Primary uses today are heating, brazing and cutting.
OxyFuel system • Oxygen safety disc • Oxygen cylinder valve • Oxygen cylinder pressure gauge • Oxygen working pressure gauge • Oxygen regulator • Oxygen regulator adjusting screw • Acetylene cylinder safety disc • Acetylene cylinder valve • Acetylene cylinder pressure gauge • Before discussing how the system works, it is important to know the name of the parts.
OxyFuel System--cont. J. Acetylene working pressure gauge K. Acetylene regulator L. Acetylene regulator adjusting screw M. Acetylene hose N. Oxygen hose O. Oxygen torch valve P. Acetylene torch valve Q. Torch R. Welding tip S. Acetylene cylinder T. Oxygen cylinder
Oxygen Cylinder • One piece, seamless construction. • Each cylinder has unique serial number and number is recorded in national registry. • Scheduled inspection required. • Must not be dropped. • Should not be used as a roller. • Never use any lubricates on threads or any part of the cylinder. • Three common sizes are 244, 150 & 80 cubic feet. • The valve should never be left exposed. It must always have the regulator attached or the cap on.
Pressure Regulators • Gas systems must have a pressure regulator to reduce the pressure from the high pressure in the cylinder down to the working pressure. • Many different designs are used. • They range from simple fixed output, commonly used for gas grills and camping stoves, • todouble stage regulators used for oxyfuel welding.
WELDING TORCH • The oxy- acetylene welding torch is the tool which gases are mixed in the desired volume and burning of the mixture takes place at the end of the tip. • It consists of a handle with two inlet valve for oxygen and acetylene gases at one end.
Each inlet has a valve to control the volume to the gases passing through. • The mixing of the gases takes place at the tip of the nozzle • The Flame produced by igniting the mixture with spark lighter
Oxyfuel Torch • The oxyfuel torch is the handle for holding and controlling the system. • It the controls the flow rate of the gasses and delivers them to the welding tip, or cutting attachment.
Hoses and Connections • Requires special nonporous hoses. • Hoses are color coded. • Green: oxygen • Red or Black: fuel gas • Connections • Oxygen: right hand • Acetylene: left hand • Hoses should be protected from hot metal and physical damage.
Oxy Acetylene Welding Principle of Operation • When acetylene is mixed with oxygen in correct proportions in the welding torch and ignited, the flame resulting at the tip of the torch is sufficiently hot to melt and join the parent metal. • The oxyacetylene flame reaches a temperature of about 3200°C and thus can melt all commercial metals which, during welding, actually flow together to form a complete bond.
Oxy Acetylene Welding Principle of Operation • A filler metal rod is generally added to the molten metal pool to build up the seam slightly for greater strength. Oxyacetylene welding does not require the components to be forced together under pressure until the weld forms and solidifies.
Oxy Hydrogen and Other Fuel Gas Welding • Given below are the approximate flame temperatures of oxygen and various fuel gas combinations.Oxyacetylene 3200°C Oxy hydrogen 2500°C Oxy propane 2500°C
Hoses are are fabricated from rubber Oxygen hoses are green in color and have right hand thread. Acetylene hoses are red in color with left hand thread. Left hand threads can be identified by a grove in the body of the nut and it may have “ACET” stamped on it Regulator Hoses
Acetylene Gas • Virtually all the acetylene distributed for welding and cutting use is created by allowing calcium carbide (a man made product) to react with water. • The nice thing about the calcium carbide method of producing acetylene is that it can be done on almost any scale desired. Placed in tightly-sealed cans, calcium carbide keeps indefinitely. For years, miners’ lamps produced acetylene by adding water, a drop at a time, to lumps of carbide. • Before acetylene in cylinders became available in almost every community of appreciable size produced their own gas from calcium carbide.
Oxygen and Acetylene Regulator Pressure Settings • Regulator pressure may vary with different torch styles and tip sizes. • PSI (pounds per square inch) is sometimes shown as PSIG (pounds per square inch -gauge) • Common gauge settings for cutting • 1/4” material Oxy 30-35psi Acet 3-9 psi • 1/2” material Oxy 55-85psi Acet 6-12 psi • 1” material Oxy 110-160psi Acet 7-15 psi • Check the torch manufactures data for optimum pressure settings
A small welding torch, with throttle valves located at the front end of the handle. Ideally suited to sheet metal welding. Can be fitted with cutting attachment in place of the welding head shown. Welding torches of this general design are by far the most widely used. They will handle any oxyacetylene welding job, can be fitted with multiflame (Rosebud) heads for heating applications, and accommodate cutting attachments that will cut steel 6 in. thick. A full-size oxygen cutting torch which has all valves located in its rear body. Another style of cutting torch, with oxygen valves located at the front end of its handle. Typical torch styles
Flame Settings • There are three distinct types of oxy-acetylene flames, usually termed: • Neutral • Carburizing (or “excess acetylene”) • Oxidizing (or “excess oxygen” ) • The type of flame produced depends upon the ratio of oxygen to acetylene in the gas mixture which leaves the torch tip.
Flame definition • The neutral flame is produced when the ratio of oxygen to acetylene, in the mixture leaving the torch, is almost exactly one-to-one. It’s termed ”neutral” because it will usually have no chemical effect on the metal being welded. It will not oxidize the weld metal; it will not cause an increase in the carbon content of the weld metal. • The excess acetylene flame as its name implies, is created when the proportion of acetylene in the mixture is higher than that required to produce the neutral flame. Used on steel, it will cause an increase in the carbon content of the weld metal. • The oxidizing flame results from burning a mixture which contains more oxygen than required for a neutral flame. It will oxidize or ”burn” some of the metal being welded.
The Oxy-acetylene welding Flame • Inner Cone • Reducing or CarburizingExcess acetylene (0.9:1) (Alloy steels and aluminium alloys) • Max. Temp. Zone • Oxidizing Excess oxygen (1.5:1) (Brasses,Bronzes, copper) • Secondary Combustion envelope • NeutralEqual acetylene & oxygen (low carbonsteel, mild steels). • Acetylene feather
The Oxy-acetylene welding Flame • Carburising • Neutral • Oxidising
The Oxy-acetylene welding Flame • The oxy-acetylene flame has two distinct zones. • The inner zone (Primary combustion Zone) is the hottest part of the flame. The welding should be performed so as the point of the inner zone should be just above the joint edges. • C2H2 + O2 2CO + H2 • Primary Combustion zone
The outer zone the secondary combustion envelope performs two functions • Preheats the joint edges • Prevents oxidation by using some of the surrounding oxygen from weld pool for combustion and gives off carbon dioxide and water vapour • CO + H2 + O2 CO2 + H2O • Secondary Combustion zone
GAS WELDING TECHNIQUES • Depending upon the way in which welding rod and the welding torch may be used, there are two usual techniques in gas welding namely 1. Left ward technique 2. Right ward technique
1. LEFT WARD TECHNIQUE • It is the most widely used oxy-acetylene gas welding technique in which the welding commences at the right hand edge of the welding job and proceeds towards the left. It is also called forward or forehand technique.
It is the most widely used oxy-acetylene gas welding technique in which the welding commences at the right hand edge of the welding job and proceeds towards the left. It is also called forward or forehand technique.
In this process the torch is held in the right hand at an angle of 60o to 70o and welding rod in the left hand at an angle of 30o to 40o from the work piece. APPLICATION:-This technique is used for the welding of: -Mild steel up to 5mm thick -All metals both ferrous and non ferrous.
2. RIGHT WARD TECHNIQUE • It differ from left ward welding in the direction of movement of the torch. In this system the torch moves from left to right. • The torch is held in the right hand at an angle of 40o to 50o and the filler rod in the left hand at an angle of 30o to 40o
APPLICATION:- • This technique is used for the welding of steel above 5mm thickness
ADVANTAGES OF RIGHT WARD OVER LEFT WARD TECHNIQUES • The consumption of filler rod and fuel is less. • It’s a quicker methods. • The weld thus produced is stronger and tougher • The expansion and contraction of material is lesser • The molten pool is better visible, thus it gives a better control on weld.
GAS WELDING JOINTS • Joints used in gas welding are • Butt joint • Lap joint • T – joint • Corner Joint
In the joint preparation it should be ensured that the plates edge is free from rust or oil. This prevent excessive fumes and help to improve the appearance of finished weld.