Download
1 / 19
1.02k likes | 2.47k Views
GAS WELDING. OXY–ACETYLENE FUSION WELDING. THE PROCESS AND ITS USES. THE PROCESS: HEAT PROVIDED BY THE COMBUSTION OF OXYGEN AND ACETYLENE GASES. EQUIPMENT TERMINOLOGY. 3 STEP STARTUP PROCEDURE. STARTUP OF APPARATUS: 1. BE SURE THAT BOTH REGULATOR VALVES ARE

E N D
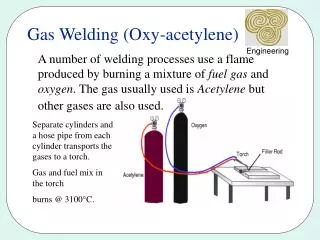
GAS WELDING OXY–ACETYLENE FUSION WELDING
THE PROCESS AND ITS USES THE PROCESS: HEAT PROVIDED BY THE COMBUSTION OF OXYGEN AND ACETYLENE GASES
3 STEP STARTUP PROCEDURE STARTUP OF APPARATUS: 1. BE SURE THAT BOTH REGULATOR VALVES ARE TURNED OUT AND ARE LOOSE
3 STEP STARTUP PROCEDURE 2. OPEN EACH OF THE CYLINDER VALVES: ACETYLENE 1/2 TURN, OXYGEN FULLY
3 STEP STARTUP PROCEDURE 3. ADJUST WORKING PRESSURE IN LINES WITH THE REGULATOR ADJUSTING SCREWS DO SEPARATELY WITH TORCH VALVES OPEN TYPICALLY 20 PSI OXYGEN & 5 PSI ACETYLENE CLOSE TORCH VALVES AFTER PRESSURE SET
LIGHTING THE TORCH • OPEN THE ACETYLENE TORCH VALVE APPROXIMATELY 1/4 TURN
LIGHTING THE TORCH • USING A STANDARD FRICTION (SPARK) LIGHTER, LIGHT THE ACETYLENE GAS
LIGHTING THE TORCH • SLOWLY OPEN THE OXYGEN TORCH VALVE AND ADJUST TO THE DESIRED FLAME (SEE FOLLOWING SLIDE)
SETTING THE FLAME SETTING THE APPROPRIATE FLAME:
3 STEP SHUTDOWN OF THE WELDING APPARATUS • 1. CLOSE BOTH CYLINDER VALVES
3 STEP SHUTDOWN OF THE WELDING APPARATUS • 2. OPEN BOTH TORCH VALVES AND DRAIN OUT GASSES • BOTH REGULATORS SHOULD GO TO ZERO PRESSURE ON ALL GAUGES
3 STEP SHUTDOWN OF THE WELDING APPARATUS • 3. TURN OUT ADJUSTING SCREWS ON BOTH REGULATORS UNTIL LOOSE
TERMINOLOGY TERMINOLOGY: TACK WELD TACK WELDS: SMALL WELD(S) DISTRIBUTED ALONG THE WELD JOINT, MADE PRIOR TO THE CONTINUOUS WELD
TERMINOLOGY PERFORMING THE WELD: WITHOUT WELDING ROD CHASING THE BUBBLE: CAUSING A SMALL AMOUNT OF MELTING OF THE PARENT METAL TO ACT AS A BONDING AGENT
CORNER WELD WITHOUT WELDING ROD PERFORMING THE WELD: WITHOUT WELDING ROD
FACTORS AFFECTING QUALITY OF WELD AMOUNT OF HEAT: TOO LITTLE= INADEQUATE PENETRATION AND POOR STRENGTH • TOO MUCH= BURN THROUGH AND POOR STRENGTH
FACTORS AFFECTING QUALITY OF WELD GAS VOLUME • DISTANCE FROM FLAME TO WORKPIECE • SPEED • WORK AND LEAD ANGLES